Az AWI érzékeny a tisztaságra, de ezen tisztítással, esetleg a védőgáz mennyiségének növelésével, + gázlencse alkalmazásával lehet segíteni, hiszen pl. egy olajteknőt soha nem tudod teljesen megtisztítani, de hegeszteni azért kell ha elreped vagy kitörik egy db belőle (javítóhegesztés).!
Segédeszköz gyárilag nem létezik, de házilag kivitelezhető, pl. keresel egy gyűrű jellegű anyagot amit rugós szorításal ráerősítesz a kerámiára.
A gyűrű külső részére előtte ráhegesztesz egymással szemben 1-1 távtartó tüskét (ne legyen hegyes és sorjás mert akkor nem csúszik a felületen)
Ag yűrű rögzítési helyével változtathatod is a távolságot.
A rugós rögzítés a kerámiánál azért kell, mert a fémek és a kerámia hőtágulása nem azonos ezért a kerámia összeroppanhat a gyűrű szorításától.
Persze mindenki olyan eszközt használ ami számára praktikus-az enyém csak egy ötlet.
Ezt a jelenséget úgy hívják, hogy végkráter keletkezik, ezt kellene feltölteni hozaganyaggal.
Ennek módja ha van a készüléken végkráter-töltő beállítás akkor azzal -hegesztési áram lefutási idejét és mértékét kellene beállítani- 4 ütemű vezérlés esetén alkalmazható.
Ha nincs ilyen beállítási lehetőség akkor marad az, hogy a hegesztés végén a hegesztési sebességnél valamivel gyorsabbban 10-20mm-t visszafele húzod az ívet, és ott fejezed be a hegesztést.
Egyéb lehetőség, hogy a hegesztés végén ha addig hozaganyag nélkül dolgoztál akkor a végkráterbe egy kevés hozaganyagot adagolsz ami megszünteti a krátert (a felszínen legalább is).
Korábban írtam, hogy nem egészséges az anyag szélénél befejezni a hegesztést -ez minden hegesztőeljárásra igaz- mert ott hőtorlódás keletkezik, ami krátert, anyagrogyást, repedést, ridegedést okoz.
Ha nem HF gyújtású készülékkel hegesztesz hanem koppintóssal akkor megpróbálhatod azt is, hogy a hegesztés végén kicsit megemeled a hegesztéshez képeset a pisztolyt, és ilyenkor leesik a hegesztő áram -sok gép tudja ezt a funkciót pl. fronius, ewm, cloos, rehm stb.
Bocs, ha nem voltam egyértelmű, AWI / TIG- nél van problémám, a hozaganyag-alapanyag-wolframtű háromszögében nem tudom pontosan tartani a távolságot nyakatekert pozíciókban.
Teljesen igazad van,az awi csak a csont tiszta felülete tolerálja.Érdekes dolog,hogy egyébbként a gázáramlás a lemezszéleknél egy kicsit megváltozik.Sajnos én nem tudok ilyen segédezközröl,de miért ne lehetne,bár elekrtódánál nemnagyon hiszem.Üdv
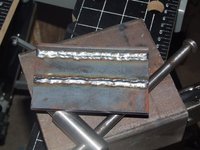
Még egy észrevétel: nem látom a fémtisztára csiszolt 1-2 centit a varrat szegélyénél. A TIG nagyon érzékeny a tisztaságra, ezért gondolom, hogy elsősorban a szennyeződés lehet az ok. Szakértő viszont nem vagyok, csak lelkes kezdő. Más: profiktól kérdezem, hogy nincs véletlenül olyan kis távtartó segédeszköz, ami kézi hegesztésnél megkönnyíti a pálca és az elektróda pozicionálását? Fix cső PG hegesztésénél képtelen vagyok pontosan szöget és elektródatávolságot tartani, miközben hajladozom, mint egy akrobata, állandóan tunkolom az elektródát. Tudom, gyakorlás, de esetleg ha volna ilyen eszköz vagy ötlet, érdekelne.
uniweld, peti és más hozzáértők: Ez a lyuk mitől lesz a hegesztés végén? TIG, argon, DCEN, mikor befelyezném a hegesztést keletkezik egy lyuk. Ennél a mintánál nem volt pálca saját anyagával olvasztottam össze.
Kedves Nomatik.Pontossan milyen anyagvastagságot (gokat) akarsz áthegeszteni.Úgy kell az élkiképzést,a gyökhézagot,a húzalátméröt,a hegesztési paramétereket(V,A),a gázmennyiséget megválasztani.Tudom azt kérdezted,hogy szerintem miért nem kell kiivelgetni.Ha igy szoktad meg csináld igy,álltalában a kezdőknek ez nehezebb.Vastag anyagoknál 20-30mm fölött is ahol a fedövarrat(korona)nagyon széles oda is behúzhatsz egymás mellé 2-3 akár 4sort is vagy kiivelgethetsz 1 sorral.
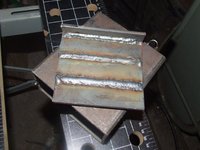
"-Szemre a 4. képen levő alsó varratról azt hinném, hogy jó. Honnan tudhatom biztosan, hogy tényleg jól megolvadt az anyag is, nem csak a drót?"
A kötés megfelelőségét úgy tudod meg, hogy megfordítod a lemezt. Ha van rajta a varrat alatt de nagyobb szélességben "folt", ún. hőkép, akkor megfelelő a beolvadás.
"-Kell-e CO-nál is körkörösen, vagy ívesen jobbra-balra mozgatni a psiztolyt?"
Igen, sőt fedővarratoknál lehet fektetett 8-as alakban is.
Az áramingadozást én is tapasztaltam szerintem a gép automatikájának köszönhető, mert nagyobb huzalelőtolásnál több az ömledék igy nagyobb keresztmetszeten igényli az áramot.
"-Milyen távol kell lennie az áramátadó düzninek a hegesztendő anyagtól? Nekem előfordult, hogy a gázterelőtől nem láttam az ívet, olyan közel tartottam, de ha távolabb, akkor szakadozott az ív."
Hegesztettem úgy, hogy direkt nem néztem az ívet, azaz fölülről csak a pisztoly helyzetét figyeltem, csak érzésre és hangra hagyatkoztam, így se lett rosszabb.
A fényképekröl összeségében egesz jó. A legalsó képen a sarokvarrat középsö hsszú resze ok.Ügyelj,hogy a lemez végénél a végkrátert is 10-20mm-es visszafeléhuzással fejezd be.Ill.alemez elejénél a szegélybeolvadásra/pötyözd be/.Itt egy kicsit domború a varrat,sok a húzal,de eléggé egyenletes.A sarokvarrat prifilja nagyon jó,gratula.A3as-4es képekröl csak annyit,hogy mindenki igy kezdi,és ez szükségesátmenet,csak a gázterelöre figyelj,látok 1-2 lyukat.Hegesztésnél/ha jobbkezes vagy mindig balra ülj.,igy mindig láni fogod az ömledéket,de ha mégse látnád egyböl állj meg.Jó munkát,és sok sikert kivánok.
A %-ok és a hozzá kapcsolt áramerősségek a gép bekapcsolási értékeit szokták jelenteni.
Tehát az esetedben 85A/100% annyit jelent, hogy folyamaosan 85A-el tarhelhető a gép.
170A/32% pedig azt jelenti, hogy ezen a teljesítményen 3,2 prc hegesztés után 6,8 perc szünetet kellene tartani a túlmelegedés miatt.
Ezek az értékek mindig 10 percre vonatkoznak és a % előtti szám jelzi, hogy a 10 percből ami 100%-nak felel meg, mennyi lehet a folyamatos hegesztési idő.
Természetesen jó hűtéssel ezek az értékek valamelyest növelhetők.
A kijelzőben nem vagyok biztos, hogy korrekt értéket mutat, ezért marad a varratkép, ill. lakatfogóval lehetne ellenőrizni a leadott teljesítményt és azt összehasonlítani a kijelzett értékkel.
Az egyenletesebb vezetéshez a gyakorléás során használhatsz esetleg egy olyan fémdarabot (laposvas, zártszevény, szögvas stb) aminek nekitudod támasztani a gázterelőt és így vezetni a pisztoly, ilyenkor már csak a távolságra kell figyelned.
Keves Amaranthus.Sorjában válaszolok kérdésedre,és utólagos engedelmeddel tegeznélek,ha nem baj.A 0.6-os dróttal is lehet a 4.es anyagot,csak sokkal lassab lessz.Igazándiból ez úgy müködik,hogy mi minden húzalátmérőt egy min.max áramig lehet terhelni,jelen esetben a 0.6-os hzalt 100A-ig,ha ennel tovább terheled/lehet/jobban kiég a szén a varratból.Viszont bicajhoz szerintem nagyon jó,ott vékony anyagok vannak nagyrészt.Mi az iparban a 2-3as lemezhez is 1.2es drótot használunk,csak nagyobb árammal gyorsabban húzuk.Nem kell körkörösen viszintes pozicióban,ha függözöl lentröl felfelé akkor kiivelgethetsz,de ezt most még nem javaslom,kicsit késöbb.Milyen közel legyen a düzni?Ez egy nagyon-nagyon jó kérdés.ACOhegesztőgépeknél az áramátadóhüvelynél koncentrálodik az áram,tehet minél hosszabb húzalal hegesztesz annál nagyobb az llenálás,és forditva.A csúcsgépeknel ezt külön pótméterrel lehet állitani,hogy pl,200A 30mm-es dróttal adjon le.Ezért ugrál az áramerrőség kijélzö a gépeden,mert hol hosszabb,hol rövidebb a húzal,de ezt a düzni ki-be tekerésével is lehet finomszabályozni.Sokszor lehet látni,hogy az anyag megolvad,de nem minden esetben,erre sajnos nem tudok egyertelmü váleszt adni,ezt tényleg látni kell(tapasztalat)mártcsak azért is mert rengeteg szitu van.Enyhén domborúan emelkedik ki.
Uniweld: köszönöm a választ. Este megpróbálom nagyobb teljesítménnyel, kicsit távolabb tartani a pisztolyt. Nekem úgy tűnt, hogy nagyobb teljesítménynél jobban fröcskölt, de lehet, hogy mással szúrtam el. Megpróbálom aszerint igazgatni, hogy hogy a leghalkabb. Egyébként a jobb varratoknál 80A áramot jelzett ki a gép. Az egyenletesebb pisztolyvezetés (jó esetben) talán a sok gyakorlással jön meg. Amit láttál, egyelőre nekem az a legegyenletesebb :-)
Ez a gép sajnos nem megy három fázisról. Csak úgy lehet használni, hogy fázis-nulla között 230V, vagy két fázis között 400V. Én 400V-ról járatom.
Még egy kérdés: a leírás szerint 30 és 200A között változhat az áram és különböző áramértékek és százalékok vannak megadva az adatlapon. pl. 170A-32%...85A-100%. Ez mit jelent?
A képeket elnézve van fejlődés és nem tűnik reménytelennek a dolog.
Szerintem kevés az áramerősség 1-2 fokozattal magasabb kellene ilyen anyagokhoz, valamint egyenletesebb pisztolyvezetés és a korábban írtak szerinti távolság és pisztolytartás
Köszi a válaszokat. Nézegettem a szóbajöhető típusokat, és ami nekem tökéletesen megfelelne az a Telwin Technomig 225 típus aminek a teljesítménye tudása nekem éppen megfelelő lenne. Lehet vele alut hegeszteni, tud impulzus üzemmódot, kicsi, és az elötoló is benne van. Ha jól tudom akkor a Fronius-nak is van ilyen csak nem tudom hogy drágább-e. Szóval ez a megoldás jön szóba nálam. Megkérnélek hogy ha megoldható akkor küldjél nekem ajánlatot légyszíves vagy ezekre a típusokra vagy esetleg másokra amik ilyen tudással rendelkeznek. Az emailcímem: g.b@freemail.hu A gép beszerzése éppen aktuális így napokon belül eldöntöm hogy mi legyen. A lényeg hogy kiváló, zárványmentes legyen a varrat, és lehessen vele alut is hegeszteni. Üdv Glück Balázs
Az hogy agy készülék inverteres az csak az áramforrás kivitelét (modernségét jelenti, könnyebb precízebb, programozható stb)
Impulzus hegesztés lehet AWI/TIG és MIG/MAG, és szinte mindegyik eljárás a bevontelektródás kivételével.
Egy AWI/TIG készülék csak wolframelektródás munkakábellel használható.
MIG/MAG készülék sok esetben alaklmas AWI/TIG hegesztésre is (leginkább csak koppintós gyújtással)
A lábpedállal az áramerősség (A) állítható hegesztés közben, esetleg indítható és leállítható a hegesztés,tehát nem alkalmas impulzus vezérlésre a huzalelőtoló irányába.
Az impulzus beállítása az áramforráson történik és a huzaladagolásnak illene azzal szinkronba működni
Természetesen jó drágán van olyan huzalalőtoló amelyen kézzel beállítható az impulzusos huzaladagolás, de azt beállítani elég macerás, és az általad említett gép árához képest annak a többszörösébe kerül.
Keepitretro: valóban elbambultam, nem kattintottam a beillesztésre. A gépen egyébként az elektromos csatlakozások kifogástalanok, viszont az áramértékek egyértelműen kapcsolódnak a beállított előtoláshoz. A nyolcállású kapcsolót beállítom 5-re, beállítok 15-öt előtolásra, 49-51A közé jön ki az áram érték. Ha feltekerem az előtolást 25-re, akkor 79 +- 2A. (A 15 és a 25 egy 0-99 közé beállítható érték, nem tudom, hány cm/sec) És az biztos, hogy ettől (is) függ az áram is. Szerintem ezt a benne levő mikrokontroller állítja. Lehet, hogy csinálok egy áramváltót erre a tartományra, aztán megnézem szkópon, mi is történik hegesztés közben. Bizonyára tanulságos lesz. Nekem a gép ügyesnek tűnik, Állíthatom a gázhoz képest a drót megindulásáig tartó időt, beállíthanom, hogy ha elengedem a nyomógombot mennyit toljon még a dróton, hogy ne égjen be az áramátadó. Van olyan időzítő is, hogy egy gombnyomásra meddig tolja a drótot. Ponthegesztésnek hívja a leírás, de ez igazából nem az. Egyszóval, szerintem a gép jól működik, csak a kezelő pancser :-) Üdv.
Amaranthus: biztos jó a géped? Én a hétvégén elég nagyot szívtam mire rájöttem hogy huzaltovábbító után óriás lazulás volt az áramtovábbító kábelen. Régebben a huzaltovábbító motorja lazult le és nem tolta a drótot rendesen azért volt szívás............
Mégvalami. ezek szerint egy ilyen inverters gépet nem lehet csak a MIG-es munkakábellel használni, mint pl a Fronius vagy az ESAB Aristo esetében? Mindenképpen kell a Wolfram elektrodás munkakábel?
Köszi a válaszokat. Ez a gép pedálos, és arra gondoltam hogy ha a pedál kapcsolatához kötöm be a MIG-es munkakábel kapcsolóját akkor lényegében úgy kapcsolgatja a kontaktot ahogy az impulzus kívánja, vagyis mintha pedált használnék.
Alkalmas vastagabb anyagok hegesztéséhez is, de nagylesz a hőbevitel ,több soros varratra lesz szükség és gazdaságtalan, kivéve ha nincs más technológia, általában 6mm felett ritkán alaklmazzuk az AWI-t.
A hideghuzalos AWI olyan ,hogy nem te adagolod kézzel a hozaganyagot hanem egy huzalelőtoló folyamatosan vagy. impulzusszerűen adagolja a huzalt, az AWI hegesztőfejmellett pontosan a wolfrám által létrehozott ömledékbe.Ez főleg egyenesvonalú hegesztéshez jó, ahol hegesztésközben forgatni kell a pisztolyt ott körülményes a használata.
Fröcskölés mentes a hegesztés akár normál akár impulzus esetén.
A hegesztés sebessége is nagyobb a kézi adagolással szemben.
Impulzus üzemmódban viszont csak olyan előtolóval működik ami kifejezetten ahhoz a hegesztőgéphez van illesztve,másfajta előtolóval csak folyamatos huzaladagolás lehetséges
Ha itt sem jelenik meg a kép, nem tudom, mi a manó lehet, hirtelen nem találok utalást rá, hogy mik a korlátok. Mindegyik 800*600 felbontású, 100K alatti jpg. Ha egyáltalán venné valaki a fáradságot, hogy menézze, elküldöm e-mail-ben, vagy adjatok bölcs tanácsot, mi lehet a baj. Ja és látom, míg én írogattam, Uniweld szállította a megígért infót, amit ezúton is köszönök.