Sziasztok, szétszedtem az ME1000 t. Feltérképeztem az Y irány vezetékeinek a kopását, a legrosszabb helyen 18 század. Azt gondoltam ki, hogy nagyjából lehántolom -20 ra aztán ragasztok rá 0.2 es CuSn6 csíkokat és azokat hántolom be rendesen. A két szélre csatlakozó előtolóhajtómű meg a kapcsolódobozok felületei 80.00-n vannak, azokat nem bántom hogy ne menjenek el a fogaskerekek közei, stb. Szerintetek ez jó lesz így? Milyen ragasztót használjak és annak mekkora vastagságot számoljak? Valami epoxi ragasztókkal ragasztják fel a Turcite csíkokat a menők.
Most az asztal került megmérésre.Azt mértem hogy a fogás vételkor az asztal lehajlik 0,05mm-t.
Miután a képen látható forgács leválasztódott, és ugyanazon az úton újra végig haladva anélkül hogy forgácsolna inkább lehajlik kissé de ekkor már csak 0,02mm-t.
Megmértem a függőleges szánt az meg sem mozdult. A betétlécen ha állítottam nagyon nehéz lett forgatni az asztal tekerőjét.
Úgy látom ennek az úrnak is hasonló problémája adódott,sajnos nekem ez a segédlat kialakítása nem adott.
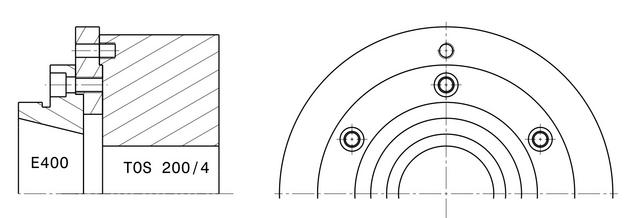
Csak a véleményem írom le: Igazából a bevett gyakorlat a megfelelő méretű tokmánytárcsa használata. Ha ilyen nincs, akkor jön a közdarab, amit magam is úgy készítenék ahogy rajzoltad. Inkább használj nagy szilárdságú csavart, nem is a menet hanem inkább a kulcsnyílás sérülésének elkerülése érdekében. A tárcsát és a toldalékot összefogó csavarokat és az érintkező felületeket én csapágyragasztóval is biztosítanám. Ne lazuljon meg, és merevebb is legyen.
Hosszúkúpos E400 gépemre szeretnék egy 4 pofás TOS tokmányt felszerelni. Sajnos amiket szereztem hosszú kúpos hátlapokat mind kisebbek, ezért közdarab készítésére gondoltam.
A hátlapon 6db M10 BK csavarnak van hely, a tokmányon 3db M10 furat. Elég ide a 8.8 vagy 10.9 kellene ?
A közdarabot pedig S355-ből vágatnám 18mm vagy 20mm vastagságban amit majd illesztő peremekhez lemunkálok a gépen.
Igenám, csak ugye ez egy frekiváltó. És én nem fosok ugyan a 300 volttól, de elég egy kis figyelmetlenség, és a kezemmel sütök ki egy 400 mikrós kondit :)
Ekkor kellene megkeresni, megmérni a NYÁK-on a tápfeszt. Ezután ki és bekapcsolni,és ha elsötétül megmarad-e a tápfesz vagy sem. Már ha ezen nem volnál már túl...
"Tudom, hogy nagyon egyszerű megközelítés, de erre jó lenne egy donor, behatárolni a hibát."
Bekapcsoláskor a kondit szabályosan feltölti, majd meghúz az inrush ellenállas áthidalása. A kijelzőn először világítanak a szegmensek, majd elsötétedik. Amíg működik, parancsot nem fogad.
Ha ekkor lehúzom a kijelző panel csatlakozóját, majd visszadugom, a kijelző bekapcsol, elvégez valami tesztciklust (pörögnek a szegmensek), majd kiírja a 020 as hibakódot. Viszont ekkor már nem alszik ki (?!)
Tudom, hogy nagyon egyszerű megközelítés, de erre jó lenne egy donor, behatárolni a hibát.
Játéknak már épp elég volt az egyik teljesítménypanalt leválasztani a másikról, 12 lábon forrasztva, majd bekábelezni, hogy minden mérhető legyen, mindkét oldalán.
Az egy eszterga szegnyeregbe való befogó. Szabadon elcsúszik, elforog, a recézett részt fogva a kezed adja nyomatékhatárolást. Kezdetben azon volt a menetfúró tokmány.
Ez talán túl precíz számomra, az állványos fúrógépet használom hasonlóképp. Elég néhány bekezdett menet, és a nagyja munkát úgyis hajtóvassal készítem el.
Az esztergába fogott munkadarabban sem gyötröm végig a menetfúrót,elég ha csak belekap. Munkadarab ki és hajtóvassal készre vágva.
Esztergában ha a menetfúró szára nem is forogna el,(tokmányba fogva biztosan) akkor a morsekúp fog engedni.