Ide írjon mindenki, akinek van valamilyen ötlete, hogy hogyan kell egy brikettálógépet megépíteni! Szerintem pár okos ötlettel közösen mindent meglehet valósítani! Hajrá!
Ha megnyitod az AUTO CAD fájlt és megnyomod a "print screen sysrq" gombod kifényképezi a monitort megnyitod a Paint programot és beillesztted igy már képformátumként elmenthető és akár Word dokumentum,be vagy pdf be is beilleszthető!
Beri már nagyon várom a gépedről a képeket nem gond ha rozsdás! :D
FIGYELJETEK EMBEREK! Ha valaki átkonvertálja az auto-cad-os tervrajzokat olvasható formába, akkor közzéteszem a hidraulikus brikettáló gyári rajzokat. Én sajnos nem tudom átkonvertálni az auto-cad-ot pdf-fé. Meg feltölteni sem tudom. Nem igazán értek a számítógéphez. Nemrég igérte valaki, hogy átalakítja és felteszi, de úgy látom nem lett ebből semmi. Amúgy ha valakinek kell a rajz, akkor elküldöm Neki E-mailben. Mindamellett jó lenne itt közzéteni. Üdv: OAndorka
Azt szeretnem kerdezni hogy 2 csiga van a gepedben? Mert a ket kepen lathato csigak kulonbozoek. Es azt hogy lehet szabalyozni a briket kemenyseget. En is szeretnek valami hasonlogepet epiteni.
sziasztok B.U.É.K mindenkinek sajna nem tudok még érdemleges képet rakni a gépemről a hó csúnya munkát végzett nagyon meg kell takarítani rozsdátlanítani kell és festeni de itt egy házi készítésű gépről http://www.youtube.com/watch?v=BjNZGgz7eWc&feature=related
A levegővel az a baj, hogy amikor elősürít és eléri a brikettáló csövet az előtömörítő holos dugattyúja, akkor visszatolhatja az előtömörítő dugattyúját a brikettáló dugattyú!
Mivel oldalirányba is van erőhatás!!
Meg ugyebár a levegő összenyomható, ezért vissza is tolhatja a fődugattyú!
Az előző gépemen levegős volt, ezért csináltam most hidraulikusra!!
Tehát gondolhatod, hogy jó vagy rossz.
A mostani előtömörítőm 5t-val fog tolni, az előző 250kg-al nyomott.
Sziasztok! Mi a vélleményetek arról, hogy az előtömörítő működtetését érdemes lenne levegős munkahengerrel végezni. Ahhoz nem kell nagy nyomás, a léghenger 6 bárja szerintem elég, ha kell, akkor elég gyors tud lenni, viszont olcsóbb az üzemeltetés. A hidraulika nyomás csak a fő-munkahengert kell , hogy működtesse. Üdv: OAndorka
Üdv! Néztem azt a gyári "sütőformát", de valahogy nem tetszik a tömörítés nélküli megoldás. Akkor már inkább a lyukacsos cső autó emelővel (szőlőprés elv). A csigás viszont hatékonyabb lenne. Hmmm. Csak ki kell próbáljam!
Üdv! Ez a húsdaráló mint egyszerű csigás prés gondolat már engem is foglalkoztat (még csak fejben) egy ideje. Viszont én áztatott papírban gondolkodom, mivel ez van. Szerinted ezzel az alapanyaggal sem lenne működőképes? Pepe
Üdv! Senki nem akarja kipróbálni, de ismét leírom azoknak, akik excentereset szeretnének. Szerintem egy excenteres gép alapjának egy öreg excenterprés 100%-ban megfelelne. Azon már eleve megvan a csapágyazás, meghajtás, megvezetés, motor. Csak a tömörítő fejjel kell foglalkozni, ami szerintem egy hidraulikuséval azonos. Excenterprést a vaterán, vagy az expressen olcsón lehet venni (20-80.000.-Ft) Ennyi pénzből nem lehet alkatrészekből összerakni. Üdv: OAndorka
Számításba kéne venni : axiális erő felvételére csak neki való gőrgős csapágy alkalmas, csigánál ez alapvető. Az meg tény hogy az excenteres masina áramfogyasztása fele se mint a csigás gépé, de egyik lendkerekéből 3-4 csigásat lehet építeni.
En egy csigas (szalma) briketalo melet dontotem. Nagy segitseg volna ha valaki tudna kuldeni egy rajzot . Jo lene meretekel egyutt. Nem szamit mien formatumban van jo az autcad is. Elore is koszonom a segitseget mindenkitol.
Kérdésem az volna,hogy nem is préselted azt a papírbikettet??Csak úgy beletetted és hagytad száradni?Valaki régebben írta ,hogy neki prímán működik a préselt dolog, és nem is sok hamuja marad.
Azért nem mondom ,hogy a csigás jobb ,mert mások szerint meg a hidraulikus , eggyesek szerint meg az excenteres.ajánlom neked ,hogy olvasd végig a fórumot ,ha komolyan érdekel (én is ezt tettem két napomba telt )
azután szerintem a konkrét válaszokra bármeikünk szivesen megpróbál valami támpontot adni
Helo segitseget szeretnek kerni Szeretnek epiteni egy szalmabriketalot es meljik tipusu a jobb: hidraulikus a csigas vagy a sima dugatyus? Es mi a kulonbseg koztuk(Tejesitmenyigeny mekora menyiseget dolgoz fel...)?
http://www.hej.sk/dom-zahrada-krmivo/obchod/922914/naradie-pre-dielnu/dema-41181/ Ezen az oldalon látható hogy, árulnak is ilyen prés papirra, elég olcsón. A használati utasitás pedig , ugy szól hozzá hogy, '' Az anyagot (papirt) be kell áztatni a vizbe ( este) , majd a 4 préselő kamrát, teljesen megtölteni, a beáztatott anyaggal. A viz , kipréselődik belőle, majd ezt a nedves brikettet kivenni és pár napig száritani.Ezeknek a briketteknek hasonló hőértéke van mint a szénbrikettnek. A brikett nagysága 22x8x6 cm. ,, Szóval ezt irja a gyártó.
A dolog nagyon eggyszerű,egy nagyobb edénybe leáztatom a papirt majd néhány óra múlva egy fúrógépre szerelt festék keverő szárral pépesre keverem,majd beletöltöm a tetszőlegesen kialakitott formába ami könnyen szétszehető.Kb egy nap után lehet kiszedni a formábol akkor már nem deformálódik.
Hogy őszinte legyek,nem az igazi a dolog ugyanis csak ezzel nem lehet tüzelni túll sok a hamu és befullad a tüz.Ha keverem hasábfával akkor jó.
Ezt csak kisérleti jelleggel csináltam.Most kukorica szárral próbálok valamit kezdeni.
Szia erbe! Valami ilyesmit. Van róla még képed vagy leírásod? Meghajtani benzin motorral szeretném mert úgy mobilabb. De az elektromos meghajtás is szóba jöhet.
Sziasztok! Már egy ideje olvasgatom ezt a fórumot, mert engem is érdekel a téma. Tervezem egy hidraulikus gép megépítését. Hasonló gépet tervezek mint Zsozé1 gépe. Az lenne a kérdésem, hogy ha a betöltő nyílást megnövelném kb. 40 centisre akkor mekkora legyen a betöltő nyílás után a cső hossza, hogy tökéletesen össze préselje az anyagot? Mekkora villanymotort használjak a szivattyú meghajtására?
sziasztok régebben írtam a fórumban és most megint kérdeznék. Mostanában egy lézeres cnc gépen dolgozom és felmerűlt bennem mi lenne ha a sok lemez hulladékból valamit csinálnék( Lv 6 és Lv 4) rozsdamentes anyagok Szerintetek a csigás gépekhez csigaleveleket ezekből az anyagokból lehetne e használni? Amúgy a dugattyús lendkerekes gépen 50mm átmérőjű 80% ban készen van, alig lehet eltörni a brikettet. A melegítő vezérlést most csinálja a haver 2,5 kw-os lesz. Az mtz főtengely nagyon erős 3 kw-os motor hajtja és még így is lefullad néha ha sok anyag kerűl a garatba a tengely kb120- 150-et fordul 2880-as fordulatú a moci és 200kg-os a lendítőkerék. Várom a véleményeket.
Az az igazság hogy a hidraulikus dolgokhoz nem értek, az én szűk agyamnak a csigás bőven elég :-)) Van egy 2.3 -as opel dízelmotorom az elvileg elég erős, használt sütőolajjal üzemeltetve meg ingyen elketyeg.... De mint minden saját építésű dolognál, itt is menet közben derül ki hogy stimmel -e minden. Így voltam a saját készítésű kandalló-tűzteremmel, mindenki le akart beszélni róla: az nem lesz jó, nem fog működni, nem lesz szabványos stb,stb. Megcsináltam és remekül működik :-))
nekem a szemelyes kedvencem a zart presteru hidraulikus.
ahol nem cso van, es szoritas, hanem egy zart kazettaba nyomja bele a pres a cuccot es kesz. csak a kazetta uritesehez kell egy ujabb munkahenger. ki kellene talalni valami nagyon okosra, hog a visszafele utemben a preshenger valami rudazattal tolja ki.
nem az vele a gond, hogy nem lehet vele szep brikettet nyomni.
hanem hogy kell hozza egy csiga, amit nem talalni a megtelepen. nem moricka anyagbol, raadasul.
a masik meg, hogy majdhogynem kulon csiga kell midnen alapanyaghoz. es alapanyagonkent, nedvessegtartalmankent mas beallitas, fordulat, adagolas, stb.
ha egy parkettagyarbol folyamatosan jon a total egyenletes allagu, nedvessegtartalmu, anyagu forgacs, akkor tuti a csigas.
de ha hol ezt hol azt akarsz brikettalni, mikor mi kerul, akkor nem az igazi.
marpedig egy kisteljesitmenyu, akar mobilizalhato gep lenyege az lenne, hogy elvisszuk mondjuk egy asztaloshoz, es lepreseljuk a par honap alatt osszegyult forgacsot. ami a melonak megfeleloen retegesen fenyo, bukk, tolgy, csiszolat, fureszpor, gyaluforgacs.
Szerintem sem hülyeség az excenterprés, csak a beadagolással meggyűlne a bajod!
Milyen csigával etetnéd és hogyan hangolnád össze a préssel az etetést? Ez nem lenne egyszerű feladat! Hogy hoznád össze a csigás adagolót a préscsővel, mert szükíteni nem lehet a beadagoló csigád hüvelyét, ezért ha 60-as a préscsöved belseje, akkor csak 60-as lehet a beadagoló csigád átmérője is, vagy előtömörítő!
De ez megint nem lehet jó megoldás, mert az excenterprés elég sűrűn üt!
Nem tudom a gyári gépek hogy vannak etetve!
Sokszor azon nevetek magamban, hogy azok a tölcsér formályú tartályok amiket csigás gépekre tesznek vajon hogyan szuperálnak!?
Én is megpróbáltam tölcsér formályú tartállyal és nem nagyon jött be álandóan ősszeállt az anyag és sokszor még a fűrészpor sem potyogott le. (pedig száraz volt)
Az én tartályom amit csinálok, az hordó alakú és hajtóműves motor keveri az alján az anyagot!
A hidraulikus gépekhez csak annyit, hogy a brikettálandó anyagban elérni az 1000-1200 bár nyomást, nem egy rendkívüli feladat. Az olajszivattyúk, 150-200 bárt tudnak általában ( standard, fogaskerékszivattyú ) . A feladat annyi, hogy a munkahenger dugattyú felülete a kész brikett felületének az 5-6 szorosa legyen. Tehát: ha 50 mm átm. brikett készül, akkor 122 mm átmérőjű dugattyú kell, és az 200 bár üzemi nyomáson az anyagban 1200 bár nyomást hoz létre. Ha nem tudsz lomizni ekkora hidraulika munkahengert, akkor venni kell hengert, és szárat, a többi esztergályos meló. Üdv:OAndorka
Bólogatós préshez szeretnék szólni. Remek gondolatom támadt, szerintem bólogatósban, azaz excenteresben ez a tuti. Kell hozzá egy excenterprés, annak minden porcikája megfelel egy brikettálónak. Csak egy hidraulikus présfej-kialakítás kell hozzá, meg egy csigás beadagolás. Az excenteres gépekkel kapcsolatban viszont tudni kell a következőt: A motorikus teljesítmény egy lendkerekes masinánál a legkisebb, mivel a lendkerék rendkívül jó energiatároló a tehetetlenségéből kifolyólag. A munkamenetben, amikor a préselés történik, kb. a főtengely 60 fokos elfordulása alatt, rengeteg energiát veszít, de a holtidő, nem munkavégzés, ütem alatt ezt az energiát a motorból visszanyeri. Meggyőződésem, hogy a lendkerekes kialakítás miatt ezek a gépek a leginkább költséghatékonyak. Egy excenterprésen a motor csak 2-3 KW, de mégis 5-10 tonnás a prés, mindez a lendkerék miatta. Üdv Mindenkinek: OAndorka
A szorítóbilincsemmel kapcsolatban amit a brikett blokkolására szánok a gépemnél!
Arra lennék kíváncsi, hogy ha a munkahengeremnek adok nyomást, mondjuk 100bar-t és egy nyomáskapcsolóval lekapcsolom a szelepet, mintha elzárnám egy csappal az olaj útját, akkor nekem az tartani fogja azzal a 100bar-ral, vagy leesik a nyomásom és kiengedi a brikettet csúszni?
Az a bajom, hogy nem tudom hogyan oldjam meg a leszorítást, mert ha teszek egy nyomásszabályzó szelepet be ami 100bar-nál leszabályoz akkor nagyon melegedni fog az olajam!
www.retsasia.ait.ac.th/briquetting_technology_packages/BB%20package-all.pdf Ezt gondolom láttad ebben van az 51mm es azt néztem alapnak a fűtésre pedig az ott található kiskályhát akarom hozzá építeni
Szia.A csiga fordulatnak kb 200-250 ford/perc közé kell hogy essen.A csiga orrészénél ne felejtsd el a kúposan szűkölő pálcát,hogy a brikettedben legyen lyuk a gázok távozásának+présfej fűtés olyan 3X1.5KW-al.A csigád fűrészporhoz és rizshéjhoz még jó is lehet szerintem.
a kemeny briketthez 1000 bar kell. az 4cm atmerore 12.5 tonna.
ha a karod attetele 1:4, akkor is tobb mint 3 tonnaval kell nyomja az excenter a masik veget.
1cm munkalokettel szamolva (amikor eleg maceras lehet az 1cm resbe betolni az anyagot) 1200Nm nyomatek kell az excenternel. 2cm munkalokettel mar 2400Nm.
a kicsinitesnel par dolog amit figyelembe kell vegyel:
1. a brikett osszepreselesehez szukseges nyomas nem csokken, ha csokkented a meretet
2. az osszenyomo ero negyzetesen csokken az atmero csokkentesevel. fele atmero -> negyede ero, 6cm helyett 4cm -> kb fele ero.
3. a szukseges kilowatt kb csak a termelekenyseggel aranyos. a videoban levo gep fomotorja saccra volt vagy 10-15kW, es szepen jott belole a 6cm brikett. aranyosan nezve, 4cm brikettel es 2kW-al a mozibelinek harmada/negyede sebesseggel jonne.
a 2-bol es a 3-bol viszont az jon, hogy mivel az ero csak az atmerotol fugg, meg 4cm atmerohoz is baromi eros gepet kell csinalj. ha meg beleteszed az a buzi sok acelt, akkor erdemes lenne tolni ala egy nagy motort, mert kulonben alig termel valamit.
nem tudom sikerult-e a lenyeget leirnom, megprobalom mas szavakkal megegyszer:
a gep vazanak erossege csak attol fugg, milyen atmeroju cuccot nyom. a videon latszott hogy mekkora bohom vasak kellenek a 6 centihez. 4 centihez a fele kell. az meg mindig irtoztato sok vas.
viszont a termelekenyseg a kilowattal aranyos. ha megvan az atmeronek megfelelo szilardsag, akkor mar csak kenes, meg hutes kerdese, hogy mekkora motor megy ra, es mekkora lesz a termelekenyseg.
ezert nem eri meg kicsiben az utomuves gep. mert kicsiben is brutal vazat kell csinalni, olyat, ami rendes motorral mar komoly termelesre kepes lenne. anelkul viszont csak penzkidobas.
De minek az a marha nagy égésterű kazán ? A préselvény hő hatására megduzzad a tűztérben --ergo felesleges volt összepréselni , energiát ,munkát belepumpálni . A "lapát" is minek ? Egyszerű csigával nyomathatod a tűztérbe a tüzelőt . Ha meg a csiga készítése sem smakkol akkor vedd ki egy rossz húsdarálóból !:)) A brikettálás "úri huncutság " --- na a pellet az más tészta !:))
Ne gondolkdj máson,itt tudsz elég ötletet meríteni.Gondolj arra hogy itt csak egy forgó mozgást kell produkálni(más brikettálóval ellentétben).Imi csigája jó csak szerintem a menetemelkedés kicsi,bár nem tudom milyen alapanyagot akar adagolni.Fűrészporhoz akár jó is lehet de szalmadarálékhoz nem.Igazán a csiga legfontosabb része az orra és annak kialakítása.Alényeg,hogy az orrész piszok kemény legyen a többi része akár műanyag is lehetne,az csak a behordást szolgálja!Ha kreatív vagy csinálhatsz is egy csigát az orrész meg felhegeszted kemény elektródával,és leköszörülöd.Én már vídialapokra is gondoltam felforrasztani az első menetre.
Kibuherálni gyakorlatilag nem lehet semmiből sem,max egy brikettálóból.d imi csigája közel áll a jóhoz,csak egy kicsit változtatni kellene a paraméterein.Vele le lehetne gyártatni,bár nem tudom,hogy vállal-e ilyen megbízást?
Szia.Ha mindenképpen brikettálót akarsz építeni,akkor egy csigással próbálkozz azt a legegyszerübb kivitelezni.A videó valóban érdekes,de szerintem a gépet a gyerekek tudnák használni a homokozóban csak.Egyébként nagyvonakakban stimmel.
Melyik része hasonlítana az olajkút fúró berendezéshez?????????
már megbocsájts de nem vitázni akarok és egyébként is próbálkozz nyugottan
csak véleményem szerint ehhez a típushoz ,hogy termelékeny legyen őrült nagy motorra lenne szügség gondolj csak a lenkerékre! amit valaminek fel kell pörgetni
ajanlani merem ezeket a kepeket mert az otlet az jo szerintemez meg egy kompresszorbol keszult ami nem birta sokat mert eltorott a tengelye de a brikett kijott nagyon kemenyre 4cm atmerobe
szerszám kérdése. ez a csiga marva van nem esztergálva KB 1 órás munka
Keményfémlapkás maróval haránt irányból osztófejbe fogva az osztófej fogaskerék kapcsolatban az asztallal . magyarul ahhogy tekered az asztalt úgy forog is az anyag.
Szia.Nincs elég mély csigavölgy,nem tudna igazából szállítani maximum lisztfinomságú dolgokat.Szerintem negatív.Szerintem a csiga elkébzelésekor mindenkinek arra kéne gondolnia elsősorban,hogy a csiga igazi első funkciója a szállítás és a folyamatos szállítás!
Szerintetek lehetne valamit kezdeni egy ilyen csigával melynek átmérője 52mm teljes hossza 320mm munka hossza 260mm. Eredetileg vakológép továbbító csiga.
Szia.A csiga nem néz ki rosszul,de személy szerint az ékpályát gyengéllem a csiga végén,szerintem jobb lenne négyszögre marni a végét.Volt szerencsém élőben látni egy csigás szalmabrikettálót,és belekukkantottam a garatba ott a behordó rész volt vagy 90mm átmérőjű és vagy 40mm menetemelkedésű pedig 55-ös brikettet nyomott.Félek hogy a csigád így nem igazán lesz termelékeny,egyszerűen nem tud mennyiséget szállítani,vagy a szalmát szinte liszté kell darálni.
Más:olvastam egy hirdetést a neten,hogy csigás brikettáló terv eladó,felhívom az embert és mondja hogy 700.000ft,azt hittem hasra ülök!!!Azt monda az ember,hogy ez egy ikercsigás,de nem egymás mellett vannak a csigák hanem egymás után,tehát van egy elötömörítő rész.Na szerintetek ez hogy van kivitelezve?
A minap volt szerencsém a praktikerben járni és láttam ott" brikettet."
Kb 70-80mm átmérőjű lehetett és olyan puha, hogy 1/4-e forgács volt ami szétesett brikett volt szerintem!
Az első gépem csak fele annyit tudott mint a mostani fog, de levágtam volna a kezemet, ha olyan lett volna a végterméke, mint amilyet ott árulnak! (ja és ez a jobbik minőség)
Ráadásul az ára 59ft/kg majdnem leültem mikor megláttam!
Ezt még tetőzte, két perc alatt ketten is vettek a 10kg-os csomagból!
Már majdnem megbolondulok, már megvan a gépemhez minden, de egyszerűen nincs időm összerakni!
Elkészült az első csiga sztem jó lett a képet remélez zsozé1 felteszi elküldtem neki mail ban az anyagát tekintve spéci állítólag K1 edzhető acél amiből az olajpréseket készítik
Darálni szükséges.Gondolj bele hogy a csiga egy komplett bálát csak koptatgatna,nem is tudna a csigavölgyek telítődni,a gép nem lenne termelékeny 90%-ban üresen járna.A kilowatt meg csak fogyna rendületlenül!
Végre egy okos kezdő, aki vette a fáratságot és elolvasta a topikban leirt információkat, amikben már ott van a kész gép. Csak figyelmesen el kel olvasni. A szalmát , vagy bármilyen anyagot, amit brikettálni akarunk, mindenféleképp darálni , vagy szecskázni kell. A szalma esetében 2-3 cm -re. Vedd alapul, ha a kezedben össze szorotasz egy marék apróra feldolgozott földet, vagy egy marék rögösebb földet. Az apró megfelelő szorotásnál egyben marad , mig a nagyobb nem. A képeket egyenláre nemfogod feltudni tenni mert még nincs 30 hozzászólásod . De gondolom ha elkűldöd bármelyikönknek akinek már megvan a 30, akkor mi fel tesszük neked. Sok sikert . Zsozé
azt szeretném kérdezni ,hogy amit felraktál képet aműködő gépről azt az darálatlan szalmával is dolgozik mert mintha valami olyasmit láttam volna körülötte
egyebként amatőr kérdés a szalmát muszály darálni?a csiga nem töri meg?
Ez szuper!Kíváncsian várjuk a képet!Úgylehet még én is vennék egy csigát meg házat,ha lesz eladó.(persze a csiga menetemelkedése nagyban függ a préselendő anyagtól)Helyileg hol ügyködtök?Sok sikert!
Az utóbbi két napot azzal töltöttem , hogy végig olvastam a fórumot,jelentem kész
és érdemes volt!
Bár be kell valjam egy kis előnnyel indulok ,egyrészt az álltalatok összegyüjtött tudásanyagot magamévá téve , másrészt egy komplett szerszámkészítő műhely áll rendelkezésemre. Tegnapi nap édesapámmal megterveztük a mainap legyártjuk elsőként valószinűleg a csigát ha kész megpróbálok képet feltenni
Egyetértek Veled! Köszönöm a felajánlást, szeretnék élni vele. Komolyabb méretű eladásra szánt brikettálásban settenkedem, tisztában vagyok az Általad említett ténnyel. Ha kérhetlek, akkor dobj meg egy E-maillel. A címem publikus, rákattintva a nick-nevemre küldhető a levél. Köszönettel: OAndorka
Én most írok először a fórumra, remélem tudok segíteni.
Az általam készített szárító elég "monstrum" jellegű, viszont ez a felépítmény szükséges ahhoz, hogy egyrészt az alapanyagot kiszárítsa ( 12-14% víztartalom) illetve, hogy egy átlag brikettáló teljesítményigényét kiszolgálja.
Kb. 500 kg-ot tud szárítani óránként, 300 kg/óra teljesítményű brikettáló géphez.
Bármilyen alapanyagot is veszünk figyelembe ( akár a készredaráltat is ), kizárt, hogy a nedvességtartalma 25-30 % alatt legyen.
Működési elvét tekintve:
Úgy működik, mint egy közönséges "füstölő", egy kb. 3 méter hosszú, 2,2 méter széles, 1 méter magasságú, trapéz alakú kürtő, amelynek alján oldalanként 1-1
db fűrészporos égőfej helyezkedik el. Saját anyagból fűtjük, rendkívül gazdaságos, nagyon kevés fűrészport használ el, ugyanakkor 400 Celsius fokot garantál.
A ferde részen 8-8 db csiga helyezkedik el ( kettő oldalon ), amelyek oda-vissza szállítással ( "emeletenként" ) szinte tökéletes alapanyagot biztosítanak.
Nézegettem a hozzászólásokat, terveket. Ha nincs egy megfelelő szárító , valamint a hozzá kapcsolható brikettáló gép, egyszerűen nem lehet brikettálni.
Valószínű, hogy az elkészített gépek saját célra ideiglenesen működnek, de az általuk gyártott brikettek ( fel nem használt ) bizonyos idő múlva szétporladnak.
Nagyon szívesen elküldöm az általam gyártott szárítógép műszaki rajzát,ingyen, bérmentve, csak szeretném, ha megfogadnák a tanácsom: e nélkül felesleges próbálkozni!
Igen ma megindult, a fejet szétvágtam raktam rá egy állítható szorító bilincset. Nagyon remélem,hogy betudom állítani.Száraz fűrézsport és gyaluforgácsot használok, ha működik megfogom írni.Alig várom,hogy hétfő legye hétvégén nem érek foglalkozni vele.
Hy. Olajprésgép 5mm-es düznilye helyett esztergáltattam 40-es kicsit szűkülő brikettáló düznit. Napraforgóból ilyen brikettek lettek. Még majd finomhangolni kell de jó igy is, kemény nem morzsálódik. Kicsit túlmelegedett a fej és a gőz miatt rpedezik a brikett. Egyébként sima és fényes. Kicsit az excenteres brikett gép működésére hasonlít annak dacára hogy csigás a gép. A gőz löködi a brikettet kifele. Látszik is a képen hogy sülve pezsegve habozva jön ki a brikett. Fűrészport is akarok majd préselni de már látom előre az itteni infók alapján hogy komoly átalakításokra lessz szükség. ha tényleg eljutok odáig majd beszámolok róla.
Szia! A csigás gép egészen banális okok miatt is befuccsolhat meg jól is működhet. Egyáltalán megindul-e a préselés, és milyen anyagot használ. Csak a száraz a jó.
Sziasztok segítséget kérek,neki álltam egy csigás gépnek, de sajnos nem működik.A Bangladesit próbáltam elkészíteni, nem tudom mi lehet vele.Jó lenne ha látnák egy működő gépet.Kérlek szépen benneteket,hogy segítsetek.Bárhová elmegyek!
Ez nem az a hírdetés, ami most fityeg a vaterán. Ez egy tavaszi, lejárt hírdetés volt, de írtam a gazdájának, h. tegye fel újra. 2500.-ért adta, de ez tényleg korrektnek tűnik. Minden alkatrészrajz itt van. Ha nem tudom feltölteni az összeállítási rajzot, akkor adj egy E-mailt és átküldöm. Egy barátom átkonvertálta az összeállítási rajzot Word doksivá, ez könnyen olvasható. A többi Auto-cad. Ha kell küldöm. Amúgy én igazából csigásat akarok, ahhoz a csigán kívül megvan mindenem. A telepen 3x200Amper, az nem kevés ugye. A csigát, pedig ahogy írtam leöntetem acélból. Lehet, hogy a csövet is. Na üdv Mindenkinek. OAndorka
Nos, a főmunkahengered dugattyúja minél nagyobb annál jobb!!
Az enyémben 125-ös van, ahhoz hogy én elérjem a kellő nyomást ami a brikettre kihat kell egy legalább 250bar-os szivattyú, ekkor nekem 55mm átmérőjű brikettem lesz ami kellő keménységű, ami számokban: 1033kg/cm2
Ezt fogja tudni az én gépem 200bar-os nyomáson!
Neked van egy fejrajzod! (amit az eladó sem tudott, hogy milyen ha egyröl beszélünk!? Csigáshoz nem tudok segíteni, mert nem tudom,ott hogy számolják ki a nyomást!)
Az a lényeg, hogy számold vissza belőle, hogy neked mondjuk ahhoz: 200bar környéki nyomáson mekkora hidraulika dugattyú szükséges, hogy elérd a kellő 1000kg, vagy ez feletti kg/cm2-es nyomást a brikettedre!!
Egy fontos dolog!!
Ne próbálkozzatok másfajta munkahenngerrel mint az enyém vagy Brikigépé, mert felesleges, nem lehet kellő erősségű vázat építeni talpas, csuklós munkahengernek!
Ez egy jó tanács én már megjártam vele!!
Majd este felteszem a munkahengerem csatlakozását a "közbetétcsővel"!
Maga a brikettcső az még készül, a peremes csatlakozást viszont már látni ahova kerül majd!
Üdvözöllek! Bizonyára igazad van abban amit írsz, biztos, hogy nem kopizom le a Te masinádat, de megpróbálok hasonlót építeni, ha a Tied jó. Lehet, hogy nem ua. hengereket tudom elővenni, de jó ha tudom, h. a főhenger mondjuk 150 mm. átm. a szorítóhenger 60mm. átm. stb. Azt hiányolom, hogy igazi kivitelezési ötletek, anyagok nincsenek itt fenn. Rajz nincs, csak néhány fotó. Biztos, hogy van már valakinek gyári tervrajza, csak az nincs ide feltéve. Például nekem is van, nemrég vettem a Vaterán. és közzé is teszem, de én biztos nem tudom feltölteni, és Auto-cad-ban van, amit sokan nem tudnak megnyitni. Igaz, hogy ez csak a szerkezet, fej rajza, a munkahengerekről nincs semmi. Ha érdekel benneteket, akkor elküldöm valakinek, aki fel is tudja tölteni, meg át is tudja konvetálni valami olvasható formátummá. Na Ennyi. Üdv Mindenkinek.
Szerintem mi nem vagyunk olyan titoktartó tipusú emberek, csak míg nem sikerült egy normális termelékeny gépet megépíteni addig csak egymást okosítjuk sokszor lehet hülyeséggel! Csak ez a helyzet!
Ha jó lesz a gépem esküszöm felteszem és leméretezem!
Csak az a baj, hogy nem sok mindenki tud hozzájutni olyan dolgokhoz amiből ez a gép feláll!
Pl:
Munkahenger 3db összesen 800e
Hidro szelepek: kb 100e
Csövek 30-40e
Esztergályos:50e
Főmotor: 40e
Hajtóműves motor: 30e
Hidro szivattyú: 200e
A saját munkámat nem számolom: Lakatosmunka, villanyszerelés, stb.
Én ezekhez jutottam hozzá az ár töredékéért, csak az itt a baj, hogy más nem biztos, hogy hozzájut ugyanezekhez, és már bukott is a rajz amit felteszek!
Ha ezt a gépet, ha működik persze, leméretezem és felteszem, te megveszed ezeket az anyagokat és saját magad megépíted?
Akit érdekel a hulladék papírból vizes brikett talán nézegessen videókat a youtube-n "PAPERCRETE" címszó alatt! Egy kis cement hozzáadásával falazó blokkokat csinálnak papírból hasonlóan a vályogvetéshez. De itt egy link indulásképp: http://www.youtube.com/watch?v=JoLBeV6tzJ4&feature=related
Sziasztok brikettálógép építők. Ahogy nézem a fórumot, azt látom, hogy nem igazán osszátok meg itt egymással a valódi infót, tervet. Nincs egy igazi tervrajz feltéve, mindenki kísérletezik, próbálkozik és beleesik ugyanazokba a csapdákba, mint a többiek. Egy kis infót úgy osztotok meg egymással, mintha az arany lenne. Úgy döntöttem, ha tudok, akkor segítek mindenki életén. Elkészítem egy csiga öntőmintáját, és acélöntvényből leöntetem. Az 1066 sz hozzászólásnál látható rajz, ami szerintem egy indiai gépnek a rajza, meg van nálam beméretezve. Úgy gondolom azt leöntetem acélból, ami edzhető, de legalább kéregedzhető. A kész csiga, hőkezelés nélkül nem lesz drágább, mint 30.000.-Ft ( szerintem) Ha bejön, akkor nálam kapható lesz. Viszont, ha valakinél van tuti jó, kipróbált csiga és ház rajza, ami szerinte jobb, mint amit én szeretnék, akkor ossza meg velem, és azt csináltatom meg. Üdv mindenkinek. OAndorka
Ezt egyszerűen oldják meg : a nyomó dugattyúnak jó vastag szárat tesznek , így egyik irányba akár 3 szor is kisebb a felülete és gyorsabb is. Ez az egy irányba működő gépnél jó.
olyat nem szoktak csinalni, hogy a naggyal parhuzamosan egy vekonyabb munkahenger? a visszauton az hajtana, nem kellene a sok liter olajat pumpalni a visszahuzashoz, gyorsabb lehetne.
Igen egy kicsit rákényszerül az ember, a legújabb dobásom egy gyors működésű hidraulika-dugattyú rendszer lenne, csak a gyári szelep erre képtelen. Én okoskodtam ki szelepet is.
Szia. Énis megnéztem a képet,De az enyém minden ütemnél szétesik és nem tudom miért, talán a lapos végü dugatyu miat.Mer ugylátam hoogy a tiednek hegyes a vége.
Szia ! Lapozz vissza légy szív. 1310-nél a talicskában vannak 0.5méteresek is, meg fényes az oldala! És a múltkor elfelejtettem írni ,gondoskodj arról , ha leengeded a nyomást a szorítóban ,azért a nyomóhengerben maradjon is nyomás. Alighanem még egy szelep kell, vagy valami kézi elzárószerkezet. Már ne haragudj az automatizáció evvel jár!
Üdv. Forgács csomagolással foglalkozok .Valaki látott olyan gépet amivel a tégla alakú préselt forgit csinálják.Nem brikettet ha nem állateledel boltba kaphatót .Vagy ha van ötlet (nem nagy teljesítményű kéne 30-40 db/óra.)
Csak a belseje lesz indukciós edzéssel megedzve, hogy ne legyen olyan rideg az egész! Hegeszthető valamilyen formában ez a k1-es anyag? AVI gépem, co2 gépem inverterem van, remélem valamelyikkel lehet.
A dugattyú is ugyanúgy csak kéregeddzve lesz.
Azt hallottam co2-vel nem lehet, mert nagyon rideg lesz a hegesztés, meg tiszta hajszálrepedés lesz az egész!
Szia! A K-1 -es ha szakszerűen edzik nagyon kemény, de törékeny is mint az üveg.(mindig mást találtok mint ami kell!!! ) A rúgóacél az szilícium-króm ötvözetű acél, ez is jó drága. Ha van nyomáshatárolód az jobb mintha a csavarokkal tágítgatod.
K1-es szerszám acél azt mondták ez üvegere edzhető.
Ebből lesz a cső is meg a dugattyú is.
Ez jött a C45 helyett /talán ez is megteszi/
Fellazításon azt érted, hogy tegyek be még a csőszorítóra is egy nyomáshatárolót!?
Akkor már ez lesz a harmadik a gépbe, de csak kettőt terveztem bele. Örülök, hogy még most eszünkbe jutott mert aztán fúrhattam volna ki belőle a brikettet minden indítás előtt!
Szia Papa49! Igen az olajnyomású masina megkéri a magáét, és jó ha jártas is a hidraulikát illetően, túlnyomásszelepek meg ilyesmi hogy meggátolja a kár keletkezést. Gondolom olaj munkahengerre gondolt. Lényeg legalább 10-12mm falvastagság mivel vastag brikettet tervez (70-80mm), és ha felhasítja akkor jó rúgózó legyen, persze akkor már szorító is kell, ami jó ha szintén olajnyomású, még ha kézzel is vezérli.
Most jutottam óda, hogy válaszoljak. Nem ijedtem meg a kisebb kudarcoktól,de tudod, hogy ezek az alkatrészek nem filléres dolgok, főleg egy nyugdijasnak.Most remélem tuvább tudom folytatni a kiséletezéseket, megint szeretnék kérdezni tőled, én úgy gondoltam, hogy préscsőnek munkahenger külső köppenyét használnám fel, nem tudom mi a véleményed róla. Tervek szerint kézi müködtetésü lesz, legalább is egyenlőre. Előre is köszönöm a segitségedet.
Szia! A felhasított cső legjobb ha nemesített rúgóacél, kb. 10mm falvastagsággal, nekem nincs felhasítva. Cementálható , ez jó keményre edzhető. Úgy emlékszem 220mm , mert most nincs kéznél hogy megmérjem, de készítheted hosszabbra is 300 mm-ig. Gyári gépeken a szorító tolható előre-hátra, evvel is lehet állítani a keménységet,de megállás előtt valamennyire lazítsd fel a brikettet, ha nem akarod az 500 bárral szétdurrantani a csöveket induláskor.
Ha teljesen ki van tolva a munkahengered az egyik irányba akkor a brikett dugattyúd végétől mérve mennyire van a brikettálócsöved vége? Magyarul: az a hossz kéne nekem ahol áll benne a brikett ha leállítod a gépet!?
Nem tudom mennyire hagyjam ezt a részt kb: 200-250mm-re gondoltam, + csőszorító, csak attól félek ha megállítom este, reggel az isten nem indítja meg benne a cuccot!
Szia! Főleg fémforgácsolást csinálok, eszterg. ,marás ,köszörülés--ebben versenyeket nyertem, de már nagyon régen. Ezenkívül még technológiát ,kalkulációt meg ami egy műhelyben kell.
A csövet készítheted nyolc szögűre is akkor automatikusan meg van a huzagolás, már egy évvel ezelőtt írtam csak 3 menet a nyomórész a csigán és simára kell csinálni. A csiga szálító része meg az anyagodtól függ.
Szia! A préscsőben1- 2-3 menet van (evvel lehet kísérletezni ), és a kúpos végződés. Már többször írtam én keményen hegesztem és elsímítom. A csigát készítheted a legjobb szerszámacélból is akkor is elkopik.
Köszi a választ.De gondolom a kúpos rész benne van a préscsőbe és csak a kúpos rész!A csiga orrával mit követtél el hogy kemény legyen talán felheggesztetted valami kemény elektródával és simára köszörülted?
Szia! A csiga vége 60-70 mm hosszon enyhén kúposan végződik. Ez teszi a lyukat a brikettbe, így keményebb a brikett is meg vezeti a csigát. A kúposság azért van mert így lecsúszik róla az anyag, de ha nagyon sokat fogod használni eltűnik a kúposság, meg ellentétesen is kialakulhat a kopás miatt.
Szia! Pedig a múltkori gépeden csak 1 szelep volt , most 3 kell ha a csőszorítás is hidraulikus,az pedig csak akkor jó ha hidraulikus. Nekem 10 tonnával szorítja a papucsot ami elég szélesen felfekszik, és csak a beállított nyomáson engedi továbbcsúszni a brikettet. Nekem is olyan a vezérlés amelyet én terveztem, ha hozzá akarok nyúlni először 1 órát tanulmányozni kell mit hogyan is kötöttem be.
Szia.Azt akarom kérdezni tőled,hogy a te gépednek a csigája kúpos?Egyáltalán mért is jobb ha kúpos,talán úgy jobban eloszlik a terhelés a csiga orránál?Sima hengeres véggel nem is olyan fasza nyomatni?
Mennyi az az 1-2 tonna? Mondjuk, egy 4-5 tonna már elég, ha teljesen körbe fogja és 30mm széles a cső elején a bilincs?
Azthiszem meggyűlik majd a bajom az elektromos részével! A múlkoriba úgy belekeveredtem, hogy két napig meg voltam tőle bolondulva! Ugye bár ezt nem tanítják az asztalosoknak!
A mechanikustól nem félek, mert ehhez már nem kell olyan erős váz!
A briket csövet és a dugattyút pedig most C 45-ös anyagból esztergáltatom, /edzhető/ és még ezek is cserélhetőek lesznek a kopás végett!
Nem akarok úgy járni mint a másikkal!
Ja a munkahenger csak annyit tud, eszembe sem volt annyival meglökni, igaz lenne hozzá pumpám!
Ja pumpa, most jut eszembe a haver most hoz majd nekem egy 250bar-os 20cm3-es axiál dugattyús pumpát!
Szia! Igen arra gondoltam, alighanem szerencséje van a csigás gép jól működik fűrészporral, de ha ritkább(amire be van állítva) helyett sűrűbb anyagot öntök bele mindjárt elfelejti hogy kell készíteni.
Szia! Csak a munkahengered meg a brikettátmérő kicsit aránytalan, tudod mi az az 500 bár nyomás olajnál, esetleg naphosszát?
Nekem a cső nincs szétvágva, szorítópapucs van benne , de ez nem annyira lényeges, a fő h. jó néhány tonna erővel le kell fogni a brikettet h. ne akkor csússzon mikor nem akarod!
Szia! Csak 80mm a löket. Betöltődugóval már a tiéd is profi gép, meg ha teszel automata csőszorítót is ?? Gondolom a villamoságból is lesz lecke. Mekkora teljesítményt vársz?
Igaz most egy másik gépen van, de szerintem egyszerűbb mint a tiéd, csak kissebb a tartálya!
Egy ilyet szeretnék a mostani gépemre is, csak megtuningolnám egy + elősürítő résszel a csiga után! Ez alatt azt értem, hogy a brikettáló csőbe alapból előtömöríteném felülről nyomva bele egy másik munkahengerrel az anyagot, és a brikettálásnál nagyobb lenne a kg/ óra teljesítménye!
Neked mekkora a lökethossza a munkahengerednek? Nekem a mostani 200mm-t tud!
Szia! A présdugattyú 52mm (-0.5mm), a tolószárhoz külön csatlakozik,cserélhető,és nem teljesen fix a rúdhoz,h. tudjon igazodni ha kicsit megmozdul a cső.
Sajnos képet nem tudok föltenni , nemrég bővítettem a csövet 60mm-re, remélem megküzd vele még a pumpa. A betöltés csigával megy , de ott is alakítok ,új betöltő kell mert a régi sarkosra sikerült és úgy idővel beékelődik az anyag. A tartályom tele van anyaggal, de van benne 4 csiga amely ide-oda szállítja az anyagot, majdnem fölér két csigás géppel.
Szia! Írogattam már a hőhatásról (1481),de az én gépemre is csak idén szereltem fűtést. Tapasztalatom szerint nem váltotta meg a csigás gépet,de több lett a kapacitása.Valószínű képződik valamennyi ragasztó,és megváltozik a cső és brikett közötti tapadás,de mint már írtam nyomás nélkül a melegítés nem ér semmit.
Szia! Neked a présdugattyúd az maga a munkahenger szára?
Még egy képet felraknál az etetőcsonk és a préscső találkozásáról!?
Ma este lefényképezem az én etetési módszeremet, de te is tehetnél fel egy képet a te etetőtartályod belsejéről, persze jó lenne üres állapotban! Meg lerajzolom az újat hogy gondolom!
Szia! 30-35mm vastag csigát még elbír az 1.5kw 25-30mm levél emeledéssel, de 250-es fordulat kellene percenként. De a csigás gép nagyon huncut, minden apróságra érzékeny, ha a második gépet úgy csinálom mint az elsőt akkor sem úgy dolgozik mint az első. De ha eltalálod akkor alkalmas fűrészporból szép brikettet tud. Nekem volt 1.5 kw-os is 1 fázisról.
Sziasztok! Csak azért tettem fel az alábbi kérdést,mert én nem vagyok ilyen papírra leíró,matekoló,számolgató.Nekem ezek a sűrűségek,kw-ok,meg akármik latinul vannak.De ha valaki azt mondja hogy csináld 60-as átmérővel,35cm hosszan,azt megértem.A papírprésnél is csak rögtönöztem,de az jó lett.Kérném a segítségeteket.Üdv:Zsolt
Szia Norissz! Örülök hogy megpróbálod újból! A múltkori vázadra azt trefeltem mondani egy ismerősünknek , taláncsak nem tengeralatjáró készül? Ne haragudj a viccért, tényleg váznak majdnem elég a 8-as pálca. A brikettem 52mm Munkahenger szára 50mm Munkadugattyú 160mm 80-100 bárnál már jó a brikett, mivel" megdolgozott" anyag jut a csőbe Néha fölmegy 140-160 bárra indulás után de pár perc idő után beigazodik. Igen a gép kétoldalra nyom, a gyáriak között még nem láttam ilyet, nemrégen kigondoltam egy gyors működésű hidraulika rendszert úgy készítek hozzá különleges váltószelepet, 3 x gyorsabbá teszem a mostaninál. Hogy történik a nyersanyag beadagolásod?
A csigás gépemmel sikerült rosz szemes kukoricából 0.5-1méter hoszú brikettet készíteni. Egy ember hozott mindenféle anyagot kipróbálni többek között ezt is. Az ember felesége olyan kedvvel szedte el a kész brikettet hogy óhatatlanul eszembe jutott az Uldin által feltett video , mikor a benszülött asszonyok táncot jártak a Peterson prés brikettjei körül!
16A biztos fütyül vagy kicsit több, azért kell a lágy indítás, le ne verje a biztit, szerencsés esetben nem ég le a hálózat, amikor ketyeg a gép, mosás vasalás porszívózás felejtős, egyébként meg baromság 1 fázisról járatni. A frekiváltóba is 3 fázisú egyeniránytót tesznek alapból, de elketyeg 1 fázisról is.
Én a hajtóművesre szavaznék, de azt is csak háromfázisú motorral, és min. 2 kw fölött.
Préseléskor akkora surlódási tényezők lépnek fel, hogy mezei 220-as motorral nem tudnád működtetni!
Ha melegszik a hajtómű akkor mi van, a léghűtéses motroroknál se megy tönkre a váltó, mert a blokkba olaj van és az olaj is hűtő közeg! De van megoldás az erőátvitelben, úgy hogy közvetlen fémes kapcsolat nincs a hajtó és hajtandó oldal között.
Pl: a hardy tárcsa, bordás szíj, de még a lánchajtást is ide lehet sorolni - ( a láncnál fémes kapcsolat ugyan van, de a hőt nem viszi át).
Az ékszíjjal, a motor egy külön hajtómű maghajtására jó, de ilyen mértékű (direkt) erőátvitelre alkalmatlan. - (erre találták ki a bordás szijjat.)
A hady tárcsa előnye, hogy a csiga csak tengely irányú terhelést fog kapni, mivel egy tengelyen van a hajtás oldal és hajtandó oldal, - (és ez előnyt jelent csapágyazáskor.) Míg a többi + sugárirányú terhelést is kap mivel meg kell feszítened a láncot vagy szíjjat. -(és ez nagymértékben befolyasolja a csapágy élettartalmát.)
Én kardánnal oldottam meg, és azért nem soroltam a többi közzé mert ez egy köztes megoldás. - (ez nem a legjobb de nekem megfelel)
Én is csatlakoznék az előttem szólóhoz!Inkább egy kis macera a villanymotorral!A préscsövet úgyis fűteni kell,úgyhogy a hajtómű tuti hogy nagyon melegedne+terhelés!(még a végén azt meg hűteni kellene).Nekem van egy 500x4x17es szíjtárcsám,ha valakit érdekel!Szívesen elcserélném egy darabka 8 as kazánlemezre,mert nekem kettő van belőle!Egy kicsit le van pattanva az egyik széléből,de azt gondolom,hogy ez nem befolyásol semmit! grabolt@t-email.hu
ekszijtarcsa szvsz csak akkor eri meg, ha talalsz viszonylag alacsony fordulatu motort, mivel egyebkent gondod lesz a teljesitmeny atvitelevel, ill. nagyon sokpalyas tarcsara lenne szukseged, ami meg draga. Ugyanakkor a konstrukcio egyszerusege miatt alighanem erdemes megfontolni, es tokolni kicsit a motor kivalasztasaval.
Tervben van egy csigás brikettáló építése "csak" az a gondon, hogy a hálózatom 220v-os és nem tudom ez elég lesz-e a gép működtetéséhez. És még egy dolog szerintetek sima ékszíjtárcsás áttételben gondolkozhatom-e, vagy mindenféleképp kell egy hajtómű a működéshez. Ha tud valaki segíteni azt megköszönöm mert amíg nem tiszta nagyjából minden részlet addig nem akarom elkezdeni az építést.
Szia Papa 49! Igen emlékszem rá, de aki szeret kísérletezni az nem ijed meg egy-két baklövéstől. Ez az összeállítás igen reményteljesnek ígérkezik. 180mm-re mondom 70-75mm brikettátmérővel biztosan kemény brikettet kap fűrészporból, de ha megelégszik lazább brikettel is akkor talán a 80mm is lehetséges, bár szalmából általában lazább jön ki. Ilyen nagy hengereknél a gyáriak tudnak trükköket is alkalmazni,pl. kétfokozatú olajpumpával. Elnéztem a régebbi gépedet, attól óvakodj hogy az állványt használod összekötő elemnek, mert az kiflivé görbül ekkora erők hatására. A cső és a hidraulika henger összekötését csőperemekkel erős csavarokkal kell megoldani. Kézi működésű vagy automata lesz-e?
Lassan pont egy éve, hogy levelet váltottunk. Most is lenne egy kérdésem, ugyanis még most sem tettem le a brikettálógép megépítéséről, és ezért szeretnék egy-két dolgot megkérdezni tőled.
A munkahengerem170-180 mm átmérőjű, 700 mm hosszú és a dugattyúszár 60 mm. A szivattyúm 200bar nyomást tud, 1400-as fordulaton, amit egy 7,5 kW-os villanymotorral érek el. Azt szeretném megkérdezni, hogy milyen brikett átmérőt tudnál ehhez az adatokhoz ajánlani. Válaszodat előre is köszönöm
Hello!Nem tudom pontosan hogy működik e még de én úgy tudom hogy már nem mert amúgyis félig el lett bontva a kémény mert majdnem eldőlt.Jó ötlet a pozdorja.Amúgy magába próbáltuk már de csak füstöl,de ha meglocsolod egy kis kisütött olajjal akkor ég mint a veszedelem.(kisütött=fasírtot,krumplit sütsz benne és már nem kell)És így ujra hasznosítod a olajat am amit kidobnál vagy nem tom mit csinsz vele.
10%-os víztartalom az olajpréselésnél is határeset. A magnál 8% víztartalom alá nem nagyon lehet menni, mert a levegőből összeszedi a párát egy idő után. Hidegen préselés esetén a kisprések nem nagyon tudnak 15%-nál jobb maradó olaj tartalmat produkálni. Ennél jobbat csak előkezelt mag esetén profi expellerekkel lehet elérni. Léces gépek valamivel többet tudnak a kisprésnél de csak pár százalék javulás lehet.
A legegyszerűbb megoldás venni befülledt megpenészedett magot és azzal tüzelni. Nem kell vacakolni a préseléssel sem. A kis kínai pelletáló gépek vígan lepelletálják a hajalatlan napraforgót, egyszer kipróbáltam, de repcével nem megy a dolog. Gondolm kell a lelkivilágának a héj.
Ha csak a vízgőztől puffan az nem olyan ijesztő, de ha a gázok is durrannak az vetekszik egy ágyúlövéssel. Régebben egy kukoricapehely készítőből fabrikáltam olajprést, napraforgó magot használtam, a megmaradt szak olyasmi volt mint a te briketted, nekem jócskán maradt benne olaj és egyben is maradt. Bár szerintem fűrészpornál brikettáláskor az a kevés víz segíti a kötőanyagképződést, ha 10% víz is van meg 15% olaj is akkor már túlmegy a sejtek nedveségtűrésén (az olaj is úgy hat mint nedveség), és gyorsan szétpuffasztja a brikettet.Esetleg a ragacsos olaj nem okozna szétpuffadást mivel nagy a viszkozitása. Valósz. ezért maradt egyben a napraforgó brikettem is, mert a napraforgó héján szokott lenni valami ragacsos rossz ízű anyag. Először teljesen száraz és csak 15% olajtartalmú fűrészport kell használni , de számít a csiga alakja és fordulatszáma , a jó brikettálócső meg külön tudomány, már 100 félét csináltam és még mindig nem tökéletes. Úgy tudom a gyáriak is tesznek egy kevés parafint a forgácsba (ezt szabad is), de nálam a csigás gépnél evvel megnövekszik a robbanásra való hajlam.
Vizesen tényleg ezt csinálja, az olajprés is puffog, ha nedves magot préselünk vele. Mivel a víztartalomból gőz lesz és a nagynyomású gőz tudjuk jól mi mindenre képes. Az még a jobbik eset, ha csak egy deszkát lősz le vele.
Amiről én írtam az más, száraz forgácsot felitatsz kb. 30% olajjal, és kipréseled mint ha olajos mag lenne. 15% olaj kipréselődik, 15% marad a préselvényben.
A kispréses próbám azért fulladt kudarcba, mert amikor kiszedi az ember a présből a fojtást, akkor keletkezik a kijáratnál egy váll amibe betömörödik az anyag.
A fojtás úgy néz ki, hogy a préskamrából az anyag egy kúpos résbe préselődik, ami egy adott átmérőjű furatban végződik, csak az a gond, hogy a magokhoz használt átmérők nem felelnek meg az olajos faforgácshoz. Valamivel nagyobb átmérőjű fojtás kéne oda, mint ami berakható a présfejbe. 14mm felett kellene valami, ki kell kísérletezni. Kiindulásnak jó lenne egy olajprés, a préskamránál lévő alkatrészeket kellene átvariálni. Így szerintem kisebb energiával lehet tömöríteni az anyagot mint a hagyományos száraz módszernél. A préselvénynek magasabb az olajtartalom miatt az égéshője.
Tehát összegezve: a csigás olajprést kellene összekombinálni a csigás brikettpréssel. A megfelelő helyeken lécekkel, vagy furatokkal a felesleges olaj eltávolítására.
a kalyhaban szopacs a salak. ki kell szedni. melegen szopacs kiszedni. ha meg meg kell vard amig total kihul az egesz, es akkor gyujthatsz be ujra, az megint szopacs.
akik brikettel futenek, azok pl pont azert teszik, mert x idonkent teszel ra, es folyamatosan eg napokig. olyan keves a hamu, hogy eleg hetente kiszedni.
Van egy 1.5kw-os villanymotorom,egybeépítve egy közlőművel.A motor 17.7-et fordul,míg a kihajtás 1-et.A khajtás fordulatszáma percenként 80.Alkalmas lehet ez csigás brikettálónak?Ha szerintetek igen,akkor milyen átmérőben,hosszban gondolkozzak.
a so ugyan tenyleg salakot termel, de az mitol lenne karos? a so szulfat, klorid, stb. tartalma meg a lang homersekleten sem reagal, valtozatlan formaban visszamarad. Es ha a noveny felvette, akkor az hianyzik is a talajbol, tehat mehet vissza tragyakent. Es ne irjatok olyat, hogy a lomb mergezo, mert egyszeruen nem igaz. Az, hogy a komposztba nem jo, meg nem jelenti azt, hogy barmifele veszelyt jelentene az emberre nezve.
A lehullajtott falevél nem kevés károsanyagot, ásványi sót tartalmaz, melyet a sejtek zárványként hordoznak. A növény ilyenkor szabadul meg a nemkívánatos salakanyagtol, élősködőktől. Simán lehet mérgező. Hogy eltüzelni lehet-e? Hát a teveszarral is fűtenek... :-)
a level halala (=elszaradasa) egy programozott folyamat, melynek soran a noveny a legtobb hasznalhato anyagot kivonja, visszaszivja. Ami visszamarad, az egy kozonseges fas anyag. Az egetes soran keletkezo budos leginkabb a magas viztartalom miatt lesz.
A falevél anyaga jelentős mértékben eltér az érett száraz fától. Míg a fa majdnem kizárólag különféle szénhidrátokból áll, addig a levél tartalmazza az ezek előállítására szakosodott "laboratóriumot", üzemet. Fehérjék, enzimek, klorofill, stb. Ezek pedig nem csupán szenet, oxigént és hidrogént tartalmaznak, hanem ként, nitrogént, kloridokat és ásványi anyagokat sokkal nagyobb koncentrációban, mint ami a fa hamujában megtalálható. Emiatt kerül a levél égetésekor sokkal több szennyezőanyag a levegőbe és marad több hamu vissza.
Legjobb, ha hagyjuk, hogy a gazda az összegyűjtött vizes falevelet valami rásegítéssel (gázolaj, autógumi) begyújtsa, és nyílt tűzön, jó sűrű bűzös fekete füst képződése közben elégesse. Nem árt, ha közben néhány PVC cső darabot is rádob. :-(
Na ez már elég korrektul néz ki!Mi is az a fűtőpaplan?Hőfokot mit tud?Termosztát?Működik is a masina?Egyépként gratulálok!Kicsit jobbról is jöhetne egy fénykép!
A csiga a házba csak az utólsó "menetig" érjen be, a "menetárok" már ne mert ott fog betömörödni és nem tud továbbjutni az anyag. A menetemelkedést azért nem tudok mondani neked, mert nekem szegmensegből van összerakva. De ennek az a hátránya, hogy elég behatárolt a menetemelkedés, mert amikor ketté metszed és széthúzod az alátéteket akkor az átmérője is fog változni, ezért csak kis menetemelkedésűt tudsz belőle csinálni. Vagy nagyobb alátétet csináltatsz és felhegesztés után esztergáltatod méretre.
A csiga hossza attól függ, hogy milyen sűrűn akarod etetni a gépedet, ha nem túl gyakran akkor azt ajánlom, hogy hosszabb csigát és nagy garatot csinálj neki, mert ha kicsi akkor ott is be tud tömörödni az anyag és nem jut le a csigához. Az átmérője nálam attól függött, hogy milyen cuccot tudtam hozzá szerezni.
De azt el kell árulnom neked, hogy a boltban ezeket nem tudod megvenni, mert ezek élég speciális gépekről vannak, csak át lettek alakítva.
Valakit érdekelt a fej fűtése, nekem fűtőpaplannal van megoldva.
nemtudom mennyire mergezo, de az atlag osszegereblyezett falevel rengeteg port, homokot, koszt tartalmaz. en egettem par zsak falevelet osszel hordoban "hajszaritoval" tolva a levegot hogy egjen rendesen, ne fustoljon. hatalmas uvegesre olvadt salak maradt utanna, gondolom a rajta levo portol, foldtol.
"A falevelet hagyjátok a csudába,annak kevés a hőértéke és még mérgező is."
kemiailag kb. ugyanaz, mint a fa, nem hinnem, hogy kisebb lenne a futoerteke. Az alighanem igaz, hogy soxor meg nagyon nagy a viztartalma, ez preselesnel gond lehet, de a szarazanyagra vonatkozo futoertek olyan nagyon nem kulonbozhet. Es mitol lenne mergezo?
Helo! Maga a csiga is melegít ha megvan a kellő nyomás, de ezenkívül a csövet is melegítik, ezért nehéz vezérelni a fűtést, mert ha véletlen a nyomás lecsökken akkor a csiga fűtőhatása is csökken amelyet a termosztát nem érzékel, vagy már későn.
Helo!Kérdésem lenne hogy van ott a csigapés utáni csövön fűtés?Vagy maga az ellenállás a csigacsőnél a brikettel hoz létre ilyen nagy hőfokot?Előre is köszönném a válaszokat.
A falevelet hagyjátok a csudába,annak kevés a hőértéke és még mérgező is. Bizonyára tudjátok a Peterson présen már túl vagyok de mivel sok karton papírom van ,hajtott a kíváncsiság ,bevizeztem ,tök nedvesen kézzel papírgolyókat nyomtam.Három hét elteltével hűvös helyen tartva is kiszáradt és akár az utca túloldalára is átdobható.Egyébként ez az egyedüli anyag amely viszonylag nedvesen (30-35%) is préselhető csigás géppel,és nem puffad szét a brikett, ettől nedvesebben szeri. értelmetlen préselni. Budai 30 hozzászólásához annyit tennék(1609) hogy kaptam valamilyen cirok félét préselni mivel az ismerősöm nem boldogult vele. Ez olyan robbanékony anyag hogy még a gépet sem volt időm kikapcsolni máris leszedte a brikettlövedék nagykapumról a jól fölszögelt deszkát. A tettes brikettdarabot egészben megtaláltam a járdán...igen a csigás gép ilyen is lehet!
Ezek a kérdések foglalkoztatnak engem is, én gép nélkül kézzel készítettem kis brikettet: wc-papír belső tömör hengerét 8-9-et összelapítottam, majd félbehajtottam, és a 10. papírhengerbe belenyomtam, majd ezt átitattam étolajjal, és úgy ment a kazánba.
A papíros présel foglakozóktól kérdezem:
ilyenkor öősszel a lehullott, puha, harmatos-nedves falevelet nem próbáltátok még?
Valaki mérte már a vizes papírpos módszernél mekkora a kisszáradt préselvény sűrűsége?
Az is érdekes lehet, mekkora víztartalom marad vissza a préselés után?
Pl. ha víz helyett használt étolajjal puhítanánk a papírt, a préselvény, feltéve, ha egyben marad, kapásból használható fűtésre, nem kell szárítgatni, igan magas fűtőértékkel.
A kis papírprésem keretét még mindig nem raktam össze, a központi fűtés miatt nem vagyok rákényszerítve, csak a kíváncsiság. Szereztem faforgácsot, gyűjtöttem olajat is csak a lustaság miatt áll a projekt.
Korábban egy csigás olajpréssel kísérleteztem glicerinnel, és használt olajjal, faforgáccsal. Az oljaprésbe az olajos vagy glicerines masszát csak etetőcsigával lehet bejuttatani, a kisprés présfejének a fojtását teljesen eltávolítottam, de így is eltöműdött a présfej kijárata, az anyag olyan tömör volt, hogy csak vésni lehetett. Lehet érdemes lenne egy olyan csigás présen elgondolkodni, aminek a présfeje hasonló a csigás olajpréshez, a felesleges olaj el tud távozni a fejből. Az olaj funkciója az alapanyag puhítása és a maradó olajtartalom miatt a termék égéshője megnő.
Még kíváncsi vagyok arra, hogy az egyszerű papírpéssel, papír + faforgács+olajjal lehet-e valami használható dolgot összehozni.
Faforgács esetén az égéshő 17MJ/kg, az olaj égéshője 40MJ/kg ha 15% maradó olajtartalom van a préselvényben a termék égéshője 20,45MJ/kg ami nem rossz.
A készülékre én is a boltokban kapható rőzseaprítót értettem.
A faaprítékot, még most csak vegyestüzelésű kazánban szeretném elégetni, és egész évben keletkezett használt étolajjal keverném össze, esetleg egy kicsit tömöríteném.
Ha lesz majd gépem, szeretnék brikettet is készíteni, és az itt felvetett papíros megoldás is érdekel, mint minden más, szalma, nád, stb...
A géplátogatási ajánlattal, élni szeretnék, remélem hamarosan személyesen is találkozunk.
Segíts már nekem abban, hogy a csiga és a csigaház között mennyi a távolság? És a csigád menetemelkedése érdekelne. Az előző hozzászólásod alapján akkor nem indokot a hosszú csiga, mer a csigaházban úgysem tehet meg hosszú utat mert betömörödik. Szerinted mi az ideális csigahosszúság?
Szia!Én csak a ház körül fellelhető gallyak aprítására vettem egy 2800w-os alkót.Háromszor alakítottam át ,de most már tökéletesen működik.A gallyakat egész nyáron szárítottam a napon.és csak most kezdtem el összevágni.Tavasszal metszés után még a szomszédból is áthordtam.Mióta indult a fűtési szezon csak azzal tüzelek.A darálékot papírdobozba teszem,vagy egyszerűen belapátolom a kandallóba.Egy napra kb fél zsák kell.December közepéig szerintem elfűtök vele.Ingyen volt,úgyhogy megérte.
Sziasztok tudna nekem valaki segiteni.Van 1 lengyel ASKET BIOMASSER SOLO tipusu brikettalo gepem 2-5 cm 13% os szecskat ľťé fokon nemtudom uvegesre sutni ha novelem a hofokot akkor meg a belso furatom eg be.Hallotam hogy magyarorszagon letezik egy uriember aki csigas preseket tud gyartokepesse tenni allitolag valaki hirdetet uj csigas gyari preseket de hogy nem lehetet vele gyartani de hogy van aki attcsinalja.Olyan embert keresek ki tud segitteni problemamon.Elore is koszonom
Sajnos erre rájöttem magam is.Azóta már átalakítottam a betöltőt!Teljesen kivágtam a karimáig.
Az egyik problémám,a fűtést vezélő elektronikát még egy villanyszerelő sem tudta beprogramozni, és így sajnos direktbe kell fűtenem a fejet, és nem tudom pontosan a hőmérsékletét. Pedig elég komoly fűtésvezérlő volna, - ehez jutottam hozzá.
Műanyag gyártásban dolgoztam és ott a nyomás fokozás érdekében az anyagnak minnél több utat kellett megtenni a csigaházba. - Ott mondjuk a csiga kiképzése is más volt, na meg az anyag is.
A brikettnél meg pont fordítva van minnél kevesebb utja legyen az anyagnak a házban, mert ahogy írtad képes beton keménységűre tömörödni.
A másik problémám, hogy kevés az időm a kisérletezgetésre.
Rég jártam itt a topikon, néztem a készülö géped, nem is akarok beleszolni mit csinálsz de, van egy pontja ami sok boszuságot fog okozni. (ha jól látom a betöltö nyilás és a prés fejkozti távolság nagyon nagy, hosszú csiga kellett félö hogy az anyag elfog akadni benne. Mindenesetre probainditáskor NE ÁLLJATOK elé mert ha elakad akkor képes úgy löni mint egy ágyú!!! Értse mindenki mért tud lőni: a csöbe beszorul a brikett majd szenved a csiga, mert nemtudja a bevitt anyagot kidolgozni, ekkor a surlodás hatására hő keletkezik, füstgáz és egy bizonyos szint után ez bizony berobban, és akkor lővi ki briketböl készült ágyugolyoját.
Érdeklödve várom a géped sikerét!!! Jó építgetést!
Melyik kereskedelemben kapható készülékkel és mit szeretnél kezdeni az aprítékkal? A legtöbb bolti komposztáló aprító (ami olcsóbb) és a félig nyerset szereti. A frissen vágottat csak nagyon élesen viszi, mert az hajlik, begyűrődik. Ellenben a frissen, félnyersen vágottat ki kell szárítani, mert penészedik, erjed aztán gombák nőnek rajta. Ha nem laksz messze Zalaegerszegtől, az enyéimet megnézheted.
Azt szeretném megkérdezni, hozzáértőktől, hogy ha kis ágakat, gallyakat szeretnék aprítani a kereskedelemben kapható készülékkel, akkor, hogy jobb csinálni, amikor kiszáradt a rőzse, vagy egyből metszés után, amikor még nyers? Köszönöm.
Illetve, akinek van masinája, akár gyári, akár házi, segítene-e abban, hogy megnézzem az övét? Dulajos.
Én mindenféle papírt beletettem,cigarettás dobozt fóliástól.Ezért jó az áztatás,mert szétesik mindegyik.A nagy kartonpapírokat kint hagytam a szabad ég alatt,és miután kicsit puhultak,csak akkor tettem hordóba.
Igazad van, azok nem nagyon akarnak égni. Én nem kockáztattam csak fekete-fehér papírt tettem bele, ezt ajánlották! Ha netán megcsinálod kíváncsi vagyok az eredményekre.
Én ma gondolkodtam azon ,hogy a cégeknél használt ipari fóliáknak a belső papír merev rúdját megtöltve csinálnék papírbrikettet.A keret is kemény préselt papír,és az is jól ég.Talán nem rossz ötlet.De várat magára,mert még kb. 1 hónap a kertesházba költözés.Pár rudat már beszereztem.És tudnék is még nem kis mennyiségben.Próbára vár:-)
Nem nagyon méregettem ilyen dolgokat.Kitettem a napra,mint ahogy a képeken is látható,néhány nap múlva meg bepakoltam egy zsákba,és levittem a pincébe.Jól ég,de nem számolgattam hogy mennyi ideig,milyen hőfokon.Tetszik a termék,papír van bőven,kicsit macerás,meg büdös,de mindenképpen ezt szeretném gépesíteni,mert szerintem egyszerűbb mint egy fűrészpor brikettáló.Télen is lehetne készíteni,egy kis üvegházban,megfelelő természetes szellőzéssel kiszárad pár nap alatt.Végül is a BRIKOMAT (jól írom?)géphez hasonlóra gondoltam.Kevés árammal,de hatékonyan.Ha a szemétből vasárnap délelőtt le tudom gyártani a heti tűzelőt,vagy 3 napit,akkor már bőven megéri.
Sziasztok régen tervezgetek egy csigás brikettló építését, viszont elakadtam a csiga é méreteinél. Az esztergályos melót lenne kivel megcsináltatni csak a méretek kellenénk. Ugyan ez a helyzet a fejrésszel is, tehát ha valaki tud nekem segíteni a azt megköszönöm. Nem nagy teljesítményre gondoltam inkább fűrészpor, faforgács préseléséhez.
Bár nem engem kérdeztél, de nekem is vannak papír birkettel tapasztalatok.
A prést elég kőkorszaki módszerrel csináltam. 50mm átmérőjű cső olyan hosszúra vágva hogy belefélrjen egy kinyomópisztolyba, két végére talpszelemen alátét, és nyomtam. 10-12cm hosszúak lettek és kb egy hétig szárítottam 18°-on (átlag).
Kandallóban égettem el és meglepően jól égett, hamu se sok volt.
Mostani télre már nem, majd csak a jövőévire fogok csinálni rengeteget.
Mennyire fűtött ez a brikett?Kb. idő és teljesítmény érdekelne.Hogyan szárítottad,és mennyire sikerűlt kiszárítanod őket?Én úgy 1 hónap múlva csinálnék egyet ha van értelme.Kandallóba vagy kazánba használtad?
igaz még nem sikerült végig olvasnom az egész topikot,de jo uton haladok,csak hát rengeteg van...ezért is kérdeztem,mert már addig eljutottam mikor irtad,hogy vajdasági vagy,és mivel énis az vagyok,ezért gondoltam,hogy ha bele egyznél megnézném valamikor!én Ada-i vagyok!
mennyel el a helyi asztalosokhoz, meg furesztelepekre, vagy ahol favagast lacc, oszt kerdesoskodjel, nalunk van potkocsiszamra, de ez bacs-kiskun megye.... talan messze lenne...
Nekem nagyon sokba van, alkalmaztam rosz megoldásokat is, fűtés helyett automata (dupla) hidraulikus szorítót is tettem rá, amelyet utólag leszereltem mivel nem jött be a kívánt eredmény, de azért mégse számítok milliót.
A csigás gépemmel igen kemény papírbriketteket nyomtam, nagyon jót tesz a lyuk a brikettben, így sokkal szebben ég. Nálam is van egy tonna négyzetméter nagyságú papírtábla, probléma az összeaprítása, a daráló nehezebben birkozik meg vele mint a szalmával.
Nos,kipróbáltam a papírbriketteket,kandallóban.Jól ég,izzik az egész mint a cigaretta vége.Mikor ég teljes terjedelmében,akkor is egyben marad ha piszkálgatom.Elégés után a hamu egyben marad,ha megkotrom nagyon finom porrá esik össze.Megpróbálkozok valami gépesítéssel,mert nagyon sok papírhoz tudok hozzájutni,a próbatermékkel pedig meg vagyok elégedve.Ötletek?
Sziasztok! Gyaluforgácsot vagy fűrészport vásárolnék kissebb tételben. Csak a téli fűtést kéne belőle megoldani. Lehetőleg Győr vagy Veszprém környékéről. Ha valakinek van ötlete kérem jelezze.
Üdv Mindenkinek! Szeretném megkérdezni, hogy valakinek van-e konkrét terve csigás présről, ami működik, és termel. Vevő lennék rá. ( Már-mint a tervre). Elsősorban a csiga és a fej kialakítás, méretezés érdekel, valamint a választandó acél anyagok. Azt is kellene tudni, hogy hány üzemóra az élettartama a csigának és a csőnek, illetve az elhasználtat fel lehet-e újítani? Üdv: OAndorka
Szettnek venni, egy házilag készíttet, kis teljesítményű brikettálló gépet. Van egy kis asztalosműhelyem és minden nap termelek fűrészport, meg gyaluforgácsot.Szeretnék briketteket készíteni belőle, ugyanis van egy Viadrusz kazánom amibe nagyon jól ég .Egyúttal több helyem is lenne a tarolásra .
Köszi az észrevételeket. Gondolom igazatok lehet az excenteressel kapcsolatban, talán azt egyelőre hagyjuk is. Viszont azt mondjátok meg nekem, hogy ezekkel a házi masinákkal lehet-e olyan brikettet előállítani, ami piacképes. Számomra csak annak van értelme, ha eladható. Nekem otthonra nem kell, mivel én otthon fűrészporral fűtök. Üdv: OAndorka
Ezt megoldhatnád egyszerűbben, ahogy brikigép is írta rugónyomás ellenében.
Ennek a gépnek van egy nyomás érzékelője ami küldi a jelet a reduktoror elektrohidraulikus szelepjének,ha felmegy a nyomás akkor a fejen széttágítja a rést,ha lecsökken összehúzza a beállított értékre. A munkahenger helyett tehetnéd be a 2 nyomórugót a csavarszárra.
A másik probléma az anyag bejuttatása lesz a hegerbe.
Mert a dugattyú elég gyorsan fog mozogni és betölteni az anyagot csak a hátrafelé ütemben tudod. Ha nem tudod elég gyorsan betölteni,sok lesz a üresjarati ütem. És ez egy 35Kw-os motornál nem túl gazdaságos.
Ezért a legjobb még mindíg a csigás,mert az etetése folyamatos és az adagolója is maga a csiga.
Automatikusan tágítható fejet javasolnák ami pillanat alatt reagál a túlnyomásra, ezt egyszerűbb kivitelezni mintha kuplungrendszerrel választaná el a lendkereket.
A csigás gépem ikercsigás,100kg brikettet tud óránként faforgácsból. A 11kw-os motorja csillagban is birja ,de biztonságból deltába teszem, csak deltában akkor is leszívja az ampert ha kevésbé terhelődik. Ha hozzászámolom a fűtést 10-12kw jön ki a 100 kilóhoz. Ha csigás melett dönt elég az egycsigás is, avval is lesz elég gond mire jól működik. Előbb azt hittem a hidraulikus gép áramfogyasztásból spórolósabb, de az is lekéri a 0.1kw-ot kilónként, ha rosszul választ szelepeket meg olajcsöveket még rosszabb is lehet,meg még az olaj is túlmelegszik. Az excenteres az energiafelhasználásból a legkedvezőbb, de Halálosztó jól rámutatott milyen is ez, bontott alkatrészekből legfeljebb a nagy szíjkerekek a jók a reduktorok ritkán pászolnak az igényekhez, csigás géphez erős axiális csapágy kell ami az egyszerű reduktorokra nem jellemző,legfeljebb adagolónak használható .
Üdv! Én is szeretek okoskodni. Nekem rengeteg gépem és alkatrészem van, többek között egy nem használt gattarom. Ez ugye egy excentrikus gép 35 KW motorteljesítménnyel, 2db 500 kg-os lendkerékkel. Ez nem szalad el. Ezt a gyárban összerakták. Azt hiszem innen kellene folytatni. Milyen lehet az excenteres fej? Ötletek? Üdv: OAndorka
1. a furesztelep jo, mert ott van jo nagy villany betap helybol 2. olyan szarito kellene, ami magaval a fureszporral vagy a selejtesebb brikettel van futve. 3. ami excenterest eddig kepen/videon lattam, az mind eszmeletlen meretu ontvenyeken alapult. ugy tippelem, ott olyan igenybevetelek vannak, amik mellett nem lehet kiserletezni, zartszelvenybol henegsztgetni.
mert mondjuk csinalsz egy hidraulikusat. megmeretezed a nyomasokat, eroket, hegesztesz zavat I gerendabol. kiprobalod, latod hogy hajlik, csavarodik, hegesztesz ra meg megerositest. hasznalod, a faradastol elreped. meghegeszted, meg jobban megerosited.
de ha egy excenteresnel felporgetted a par mazsas lendkereket, es kiderul hogy valami nem eleg eros, max futni lehet. ha helybol nem lesz eleg eros, utolag nehez elhinni hogy kelloen meg lehet erositeni.
A Te masinád mennyit tud nyomni óránként? Van arra számod, hogy mekkora a fajlagos villamos energia fogyasztása a csigás illetve a hidraulikus présnek? Tartok tőle, hogy a hidraulikusnak túl nagy az 1kg-ra jutó teljesítményfelvétele. Lehet hogy tévedek? Amúgy nekem nem száraz f.porom van, azt még valahogy majd meg kell szárítani. Valakinek ötlete? Amúgy nem félek a kihívásoktól, próbálkozhatom excenteressel is, mert bőven van bontott gépem, alkatrészem, szerencsére nem kell a MÉH telepre mennem. De az építéshez tudni kell a paramétereket. Nekem az excenteres prés tetszik a legjobban. Úgy érzem, ha az működik, akkor azzal van a legkevesebb meghibásodás. Ha jó a hajtómű, és precíz a fej, akkor az szerintem örök darab. Valaki már látott ilyet közelről? Üdv: OAndorka
Kösz hogy meg dícsérte brikettjeimet, de én már annyit kínlódtam gépekkel is brikettekkel is hogy már komoly gyártóként kellene lenni nem pedig házi gépesnek! De inkább csak kísérletezgetek mint komolyan gyártok. Most dióhajból és selejt dióból sikerült nagy nehezen egy kevés mintát nyomni. A tűzön még ez volt a legjobb ! nyugodtan égett ,de melegített becsületesen.
Az nagyon jó kezdésnek ha sok száraz fűrészpora van, (vagy lesz), ezt az anyagot lehet legjobb minőségben összepréselni, ezt lehet csigással , hidraulikussal és excenteressel is. A csigás a legolcsóbb gép, hátránya hogy kicsit macerás vele dolgozni. Az azonos teljesítményű hidraulikus automata jócskán drágább de mehet 3 műszakban. Az excenteres az profi gépnek való elkészítéséhez komoly műszaki jártasság kell. A videókon lehet látni mikor rakásra nyomja a briketteket az nem morzsálódik !
Üdv mindenkinek! Én sem írtam még ide de olvasom már egy ideje a hozzászólásokat. Szintén brikettálógépen töröm a fejem a saját termelésű fűrészpor préseléséhez, de egyelőre még csak az infókat gyűjtöm. A német gépnek tényleg olyan hatása van mint egy GPS-sel felszerelt lovaskocsi :-))
Ha nem akarsz automatikusan ipari mennyiségben termelni, felesleges a PLC vezérlő és a lézeres szintmérés. Ami egy olajoshordó adagolótartály mellett kissé nevetséges is. Az építő biztos inkább elektronikában volt jó. A rönkhasító egy jó kiindulási alap, arra már csak rá kell építeni az itt már sok helyen kitárgyalt csöves prést adagolótartállyal, abban esetleg néhány keverőlapáttal. Automatika helyett meg megteszi a szem és kéz. :-(
Sziasztok Fórumozók! Új vagyok ezen a fórumon, de már régóta olvasgatom. Örülök, hogy ennyi szorgalmas ember létezik. Látom vannak jobbnál jobb ötleteitek, megoldásaitok. Amit keresek a következő: Csigás, vagy excenteres brikettprést akarok építeni. Nekem egy fűrészüzemem van, ahol irdatlan mennyiségű fűrészpor keletkezik. Jelenleg aprópénzért adom el. Tisztában vagyok vele, hogy szárítás nélkül nem fog menni a brikettálás. Azzal is tisztában vagyok, hogy sok buktatója van az építésnek. Rengeteg alkatrészem eszközöm, gépem, motorom, hajtóművem van. Csináltam már pár dolgot, emelőt, bakdarut, fűrészgépet, nem idegen számomra a buherálás. Szeretném elkerülni a gépépítés buktatóit, szertnék venni komplett tervet pl. csigás brikettálóra. Nagyon jó végterméket láttam pl a Brikigép hozzászólótól. érdekelne a gépe terve, illetve mindenki terve aki már épített gépet, és az működik. Ha vannak ajánlataitok, akkor küldjétek el az oandorka@freemail.hu címre, vagy tegyétek közzé a fórumon. Köszönöm előre is. OAndorka
Korábban kérdezte egy topiktárs, hogy rönkhasítóból lehet-e készíteni brikettálót. Azóta találtam meg ezt az oldalt: http://www.brikomat.com/ Pár hete az e-bay-en is fenn volt. 20 euróért kínálja a terveket a német tervező. A honlapnak van angol és német nyelvű verziója. A google-ba betettem, és szerintem működik. Legalább is azt írják. Kicsivel kevesebb mint 500 eurót számolnak rá. Itthoni árakat is néztem, egy ilyen rönkhasító nem az a nagy összeg. Már korábban is akartam kérni, hogy még ezt is nézd már meg légyszíves alaposan. Előre is köszi!
Ez bizony elég szomorúan néz ki! Nem feléig, de még negyedéig sincs kész. Házépítésnél is szokták mondani, mikor már fönn van a tető: "-Na most jön a neheze!"
Lehet,hogy egy zöldfülű nick vagyok, de én elkezdtem építeni egy gépet és addig nem is akartam feltenni amíg teljesen kész nincs. Ez teljesen az én kezem munkája és tervem alapján.
Most még kb 50%-osan van kész. És csak azért teszem fel mert ha valaki új hozzászóló az még nem jelenti azt, hogy teljesen laikus hozzá.
1. a terv aze, aki tervezte vagy aki megvette. nem az esztergalyose. meg is baszna az ideg, ha tervezek valamit, legyartatom, aztan masnap szembe jon belole 3 az utcan, mert a tobbiek megsporoltak a tervezesi melot, csak kertek belole egyet.
2. Blade is, meg Te is egy egyhozzaszolasos zoldfulu nick vagytok. Az a kulonbseg kozottetek, hogy Blade hozzaszolasa hianyozna ha kitorolnek innen, mert egyszer meg szuksegem lehet ra, a Tied (meg az enyem) eltunese viszont csak kicsit csokkentene a szemetet.
Nem gondolod,hogy elég burkoltan reklámozod magad!
Ha csináltál már csigás brikettálót akkor minek neked a rajz?
Le kellene tudnod már gyártani.
Pontosan ennek a topiknak ez a lényege,hogy saját magad tevezd meg hozott anyagokból és kivitelezd is. Régóta olvasom a hozzászólásokat,megmondom őszintén a zsozé gépe tetszett a legjobban mert ő saját maga csinálta és ő volt az irányadó. Nem pedig mások tervei alapján. Kért segítséget, de nem ellenértékért!
Gépi forgácsolással foglalkozom (esztergálás, marás, fúrás, gyalulás). Olvasgattam a fórumon, és azt tapasztaltam, hogy sok embernek probléma olyan esztergályost találni, aki elvégzi a különlegesebb munkákat is. Ezúton ajánlanám magam! Ha bárkinek bármilyen ötlete van és szeretné azt kivitelezni, forduljon hozzám bizalommal. Küldjön műszaki rajzot a munkadarabról (vagy munkadarabokról) és én adok cserébe egy árajánlatot. Ha megfelelő az ár, rövid idő alatt legyártom. Legyen szó csigáról, a csiga házáról, komplett munkahengerről, vagy bármilyen forgácsolással elkészíthető alkatrészről. Gyártottam már le teljes csigás brikettálógépet is.
Az ajánlatkéréseket a következő e-mail címre várom:
Sziasztok! Engem is érdekelne házilag elkészíthető brikettáló,amolyan egyszerűbb. Én szalmára , illetve törekre gondoltam abból készíteni. De még ötlet hiányában szenvedek ha valaki tudna segíteni azt meg köszönném, képekre ,videóra,gondoltam esetleg rajzokra. sada35@freemail.hu -ra írjatok légyszi. Köszönöm.
Köszi a gratulációt, fölkínáltam a gépet eladásra, az érdekes az hogy az érdeklődőnek mutatom milyen szép a termék, az pedig rá sem figyel , azt mondja valami nagy darab gépre gondolt ezért a pénzért.
Ma láttam hogy van itthon a garázsban kinyomópisztoly. Na hirtelen kipróbáltam, hogy be lehet-e fogni brikett gyártásba. Úgynéz ki igen!
Kell a pisztolynak megfelelő hosszúságú 50mm átmérőjű cső, a két végére korong, és lehet nyomni!
Ahhoz képest amit vártam elég jól összelehet vele préselni az ázott papírt. Kb 150mm hosszúak lettek a brikettek. Amíg nem veszek emelőt ezzel fogom nyomni.:)
Nézz körül a környékbeli borosgazdáknál! Néhány deszkadarab, hosszabb gerenda, kötélen lógó tégla vagy síndarab, máris olyan prést kapsz, hogy többtonnás nyomásra képes. Nem találtam hirtelen gerendás szőlőprésről normális képet, csak néhány rajzot és szöveges leírásokat.
A seprűnyélre rácsavaroztam egy alátétet, ezzel lehetett egy darabig nyomkodni.
A létrát szétnyitottam és a legalsó fok szélére keresztbe tettem az egyik zártszelvényt, úgy, hogy az egész egy "A" betűt formáljon. Erre rátettem a csövet és megnéztem melyik két fok között van a teteje. A másik zártszelvényt a szorítókkal fogattam arra a fokra lulról amit a cső már nem ért el, de az alsó vassal átellenbe! Ezután húztam egy függőt a felső vastól lefele és megmértem a vízszintbeli távolságot a két vas között (mintha azonos fokon lennének, csak egyik fent másik lent). A kapott eredményhez hozzáadtam 5-öt és annyi cm-re fúrtam át a szélétől a 3. vasat. A pálcára is fogattam csavarral alátétet, majd még egy csavart alátéttel feljebb tekertem a pálcán. Ezután megtöltöttem a csövet péppel kicsit megnyomkodtam majd a prés.
Beletoltam a vasba a pálcát addig míg meg nem akadt az alátétben. A másik végét a csőbe tettem, majd a cső alját rátettem az alsó vasra. Függőbe raktam a csövet és a 3. vas végét aládugtam a felső vas alá, úgy hogy kb 30°-ban álljon felfele. Ezután elkeztem lefele nyomni a vasat és így nyomta össze a papírt a csőben. A 3. vas az összenyomás után kb 30°-ban állt lefele. A "brikett" kiszedését a kalapáccsal és a seprűnyéllel oldottam meg.
A kiszedéssel voltak gondok, de a cucc viszonylag száraz és tömör.
Lényegében karos prést csináltam, de a pálca vékonynak bizonyult!
Ha sikerül feltölteni bemutatom a nemrég készült brikettjeim amelyek csigás géppel készültek apró faforgácsból. Van közöttük 2 méteres is és igen szilárd. Ugyanevvel a szerszámmal amelyre fütést szereltem már a szójaszalma nem áll össze szép briketté. A mákgumó darálék még olyan szerszámban sem áll össze briketté amelyben a szójaszalma összeáll. Lehet mondani minden anyagnak megfelelő csiga és megfelelő hőmérsékletű, és szűkületű szerszám kell. A Banglades-i linken amit már javasoltam alapjaiban használható rajz van a csigáról is és a csőről is. Csigás géppel úgy érdemes dolgozni ha sok azonos jellegű préselendő anyag van , mert ha minden nap változik az anyag típusa akkor a behangolásba bele lehet háborodni.
Úgy látom srácok,hogy a csigás brikettálót mostanság már nem nagyon taglaljátok!Idő hiányában most kezdem folytatni a félig elkészítettet!Csak a váz van meg,meg a villanymoci.Most jönne a bonyolult része és el kellene a segítség!Még mindig nincs senkinek valamiféle rajza?
Most olyat próbálok meg csinálni, hogy régi wartburg - csigás - emelő talpát levágtam, hogy az is kerek legyen mint a szára. Így egy 35 mm-es csövem van, amiben fut a csiga. Ezt beletettem egy vascsőbe és az emelő azon részét amit az autó aljába kellett beletenni ráheggesztettem erre a csőre kivülről.
Ezzel most tudok a csőben egy kb. 40 cm. hosszon préselni.
Még betöltő nyilást kell vágnom az elején. Igaz, hogy olyan lett mint egy kissebbfajta hurka töltő, de próbának jó. Azt nem tudom még, hogy ezzel az emelővel tudok-e majd olyan erőt kifejteni, hogy összepréselje az anyagot. Ja a cső vége szabad és itt - elvileg ki tud majd potyogni a "brikett".
Több komoly gyárit megnéztem és méregettem előtte. Általában 30-35 mm-es tárcsa, 2 késsel. Én vagy 25-öshöz, vagy 50-eshez tudtam elfogadható áron hozzájutni. Gépész ismerősömmel méregettünk, számoltunk, félt a két késes megoldástól. Kettéosztja a hatalmas súlyt és viszonylag kis megmaradó anyagnak kell a szakító erőket kiállnia. Három késesnél jobban eloszlik. Igyekeztem a gyári gépek előnyeit kihasználni, a hibáit elkerülni. Egyrészt nem tudtam volna a komoly keményfém késeket beszerezni, másrészt hatékony és nem túl energiaigényes konstrukciót igyekeztem kialakítani. Persze hibái lettek így is, amit apránként talán sikerült kiküszöbölnöm. A legrosszabb az volt, hogy a kések melletti zugokban megültek darabok, amik miatt lassan eltömődött a rés. A röpítő lapátokat is növelni kellett a levegőbeszívó lyukakkal együtt.
Kaptam egy linket ahol egy aprítógép készítését mutatják be igaz angolul de hátha segítségére lesz valakinek mert én is valami ilyenbe gondolkodom csak nekem apríték égetőhöz kellene.http://www.bedair.org/Projects/chipper2.html
Az 50 mm-t sokallom . Amit láttam gyárit azok 20mm -s tárcsa vastagság 400 mm átmérő három késsel és a tárcsa hátuljára U -vasak rögzítve kifogazva a végük az apríték méret csökkentésére -- természetesen az álló kések ennek ellendarabjai . Tárcsát készített Robis71 is (lásd 1106 hsz) de ez nem tetszik mert nyitottra készült ( a vastagságot itt nem tudom ) . Nekem a tengely csapágy mérete 50mm de még nem találtam egy jó SKF-s osztott csapágy házat (talán ha még egyszer feltúrom a lomtáramat ).
Nagyon sok helyen találsz eléggé részletes felvételeket aprítógépek belsejéről. Gyártók, E-bay, apróhirdetés... De ezek nem szalmaaprítók. Az egész más dolog. Expressz hirdetés Egy ilyen formát láttam nyár elején Mikosszéplakon lomizóknál, csak az én céljaimnak nem felelt meg. Másik hirdetés: "Üdv! Több tipusu szalma aprítógép eladó alomkészítéshez. A vágási hossz állítható 5mm-töl 60mm-ig. Az aprított szalmának többszöröse a nedvszívóképessége, a trágyában sokkal hamarabb bomlik le. Egyszerű zsákos kiviteltöl a ventilátoros gépekig. Kérjen tájékoztatót: Sipos Kálmán, 06204172605, e-mail: siposk@globonet.hu"
tulajdonképpan ezeket a dolgokat én is sejtem, hogy a kiegyensúlyozást nem egyszerű megoldani, sőt még a gép burkolását is minimum 4-es, 5-ös lemezből kell csinálni, mert ha valami ilyen, vagy esetleg nagyobb fordulaton elszabadul, akkor nagyon veszélyes is lehet.
láttam i egy olyan aprítót, ami 600.000,-ft-ba kerül+ áfa
és nem néz ki olyan őrülten bonyolultnak, csak az a baj, hogy nem látok a gépbe:(
Az esztergályos nagyon örült, mikor olvasható, értelmezhető rajzokkal álltam elé. Tengely, csapágyház, stb. 45 cm átmérőjű 5 cm vastag, szerelten 61 kg-os, 1100 fordulattal pörgő késtárcsát nem lehet akármilyen talált alkatrészekre rábízni. Még a statikus kiegyensúlyozása sem volt egyszerű, a dinamikust meg senki sem vállalta.
Akkor tévedtem . Nekem nincs rajzom és nem is akarok csinálni mert ahhoz igazodok amit éppen olcsón be tudok szerezni (csak ez a q..... válság ne lenne -- mert egyre rosszabbul állok és szinte minden tervemet lenulláz ).
Szalma aprításhoz nagyteljesítményű kalapácsos daráló használható. Hogy hogyan lehetne előaprítani? Talán a szecskavágóval. Mindenesetre olyan stílusú aprítógép, mint amit én építettem faágakhoz, ide nem alkalmas.
De bizony lerajzoltam! Ott hever ma is még minden (majdnem) lap a munkaasztalon, arra szoktam kiborogatni a csavarokat. Könnyebb választani és visszatölteni. :-)
Pontos rajza senkinek nincs ,ugyanis általában aki barkácsol nem rajzról dolgozik hanem meglévő ill. éppen általa olcsón beszerezhető anyagokból . De a feltett képek szerintem kiindulásnak jók . Valamint elvi működési rajzok is vannak fenn . Erbe is készített aprítót de nem hiszem ,hogy lerajzolta volna .
Szia, robbanáskor lehet több is mint 100 bár, ha a nem kívánt detonációs égés keletkezik, csak olyankor megesik hogy a hajtókar a blokk oldalán jön ki. A 130-as henger tekintélyes dugó, vezetőnek megteszi, 42-45mm átmérőjű brikett nyugodtan készíthető hengerenként.
szia állítólag a gázok nyomása táguláskor 600 bár is lehet 130 as átmérőnél diesel specialista mondta, a jövőhét megmondja! 150 kilós lendítőkerék lesz rajta. 3 kw hajtómű 100 per perc
Szia! Nem rossz ötlet ez, csak számításba kell venni hogy a dízel motornál a csúcsnyomás 100 bár körüli, a jó briketthez viszont 1000 bár kell , tehát csak tizede felületű dugattyút használhatsz az eredetihez képest, amelyet éppen meg lehet oldani.Ha 4 hengeres volt a traxi , akár 4 csöves gép is készíthető.
Köszönöm, hát majd elmondom hogy mi lett belőle pár képpel megpróbálom a jövőhétre összerakni. Teljesen át van variálva a csapágya és a kenése ugyanis a gyári rendszer ide nem jó. A legvéknyabb lemez amit használtam a szerkezethez az 15 mm a váz 10 mm-es u vas és 80 mm sínvas majd rakok linket képekkel. Ma megyek a dugattyúért és a csapágyakért A lökethossz szerintem nem hosszú legfeljebb kissebb lesz az elősűrítés az adagolásnál.
Nem. Hosszú a löket, gyenge a hajtókar és a csapágya, nem biztosított az olajozása, ill. nehezen (fogyóolajozás csepegtetve). Rövidlöketű dízelmotor tengely-hajtókar pici dugattyúval már esetleg.
Sziasztok szerintetek egy mtz főtengellyel melynek a löket hossza 150 mm lehet e dugattyús brik gépet csinálni? (nagy lendítőkerék erős csapágy erős motor)
sziasztok, többször próbáltam a segítségeteket kérni ezen a fórumon, de sajnos eddig még senki nem segített, sőt még nem is válaszolt:(.
a segítségeteket kérném, mert én is építek brikettálót és sajnos a szalma aprítással vannak gondjaim, szeretnék egy szecskázót is építeni, de sajnos nem tudok semmit a működéséről, ezért megköszönném, ha valaki tudna egy tervrajzzal segíteni.
4 nap.Sűrűséget nem számoltam,de elég könnyű.A képek meg nem jelentek meg.Megmutattam egy ismerősömnek a terméket,azt mondta ez pont olyan mint a papíriszap,amit Dunaújvárosból szokott fuvarozni.Az jól ég.
A prés.Kétszemélyes,egy préselő,egy kitoló állással.Olyan mint egy satu.A papírt 80l-es hordóban áztatom.Nem keverem össze,hanem csak úgy csipkedek belőle.Az első próbáknál még öszeturmixoltam,de olyan apróra sikeredett,hogy a lukakon keresztül a vízzel együtt a papir nagy része is eltávozott.A hordó kb 6 nap alatt telik meg mert hiába telepakolom,másnapra a felére esik össze.A tele hordót kb 30 perc alatt lehet kipréselni.
Most néztem meg, tényleg nem jött át. Lehet túl nagy volt a csatolt file mérete.
Szerintem fel tudod rakni a képeket a fórumra. Van néhány dolog, amire figyelni kell.
Formátum: JPG használható...
A képek méretét le kell csökkenteni 500kB alá. Ha túl nagy a file mérete, valamilyen kép maceráló programmal csökkenteni kell a képfelbontást. (resize)
Lent ...Új képnél: tallózás, kiválasztod a kép nevét, utána feltöltöd, ha ez megvan, mejelenik a kép, amit még be kell szúrni a szövegbe... ennyi a dolog lényege.. menni fog..
Megdolgoztam érte. Csak kísérlet volt ,holnap többet tudok.A dörzsárazásba ma nagyon kikészültem. Most meg az a bajom hogy könnyen morzsolható. 20 perc alatt 40 kg. Még van egy két neki futás ,hogy tökéletes legyen. De már jó irányba.
http://www.expressz.hu/gep-szerszam/faipari/hirdetes-13907236/ Ez a hirdetése.Én naiv f... meg infót szerettem volna kérni és felhívtam (tanácstalanságomban). Oszt meg volt a hideg zuhany. 75 furat már ki van dőrzsárazva 175-ből.Remélem így jó lesz .
Lassan halad a Peterson prés projekt. Egyszer... csak kipróbálom a mócccert. Pár apróság még hiányzik, brikettekeket elválasztó cilinder, présállvány.......bár, ezek egy próbához nem feltétlenül szükségesek.
Use the carbide reams to clear the die holes. Set the drill press on the slowest speed and use plenty of oil to keep the ream cool. Go slowly, otherwise you will overheat the ream and it will break. I place a piece of plywood underneath the die to help keep the oil in the holes when I ream.
Get some high-temp (red) wheel bearing grease to use on the main bearing and the roller bearings. You will find a flush mount greaser fitting on each end of the roller shaft, and another underneath the main housing.
a cikk, amit linkeltel, pont arrol szolt, hogy a furat 6mm, metrikus. es hogy az elcseszett amerikai meretezes szerint, ahol a furoknak betujele meg szama van, a b jelu dorzsar all hozza legkozelebb, de ha az nem akkor melyikkel lehet meg probalkozni. vegul melyiket vetted meg?
A Sógorom kint él és a lánya jön haza vele küldi.Szerintem csak jobb ha tudom a pontos méretett, ők mivel csinálják és működik. 15 km.-re van tőlem. Hát tudod KÖSZ.
Kínából rendeltem áprilisba, június végére ékezet meg.Vám,vámügyintézés ,átszállítás ide oda,áfa ,átrakás hajóról vonatra így 500 000 pénz.Németbe ugyan ez 2270 €. Modell: GC-9PK200 pelletgép Kapacitás: 100-150kg/h Motor: 7.5kw 3 fázis 380/660 50 hz 6 mm 200 tárcsával. Szója,kukorica,2 napos fű, széna,akác tölgy apró forgács(kevés volt belőle)ezekkel próbálta szépen ment.Tápot csináltam a kutyáimnak az is jó.De most jön a fekete leves amire vettem az a fenyő faforgács por ami keletkezik nálam havi szinte 1-2 t.Na az ugy be sül hogy 4-s fúró és 4-s tüske 1óra meló.Hát abba bízok , hogy igaz amit az Amerikai forgalmazó ajánlót. Jövő hét szombaton meg hozzák Amcsiból .De az a gáz, hogy amerikai forgalmazót fel hívja a Sógorom és nem lekezelő ha nem segítő kész pedig nem tőlük vettük a gépet. A Magyar a mai gazdasági helyzetbe 180 ezer. És Pestről kétszer lemenni hozzá mert két hét . A remény hal meg utoljára.
Jó hogy föltetted ezt a kérdést , ez nagyon jelentős téma! Többször hangsúlyoztam a csőben való megszorulás kényes voltát! Ez ok miatt már többed magammal én is jókorákat buktunk! Sokféle összetett jelenség játszódik közre. Minden anyag más anyag közvetlen közelségében mozgásában akadályozva van a surlódás és a molekuláris kötődés által. A surlódás jelenségét jól leírják a fizikai törvények, de a molekuláris kötést a mái napig nem tudta tisztázni a fizika tudománya! Tény az ha mozgásra kényszerítesz egy adott felületi keménységgel rendelkező csőben valamilyen szilárd halmazállapotú porszerű anyagot, akkor az a felületi ellenállás hatására egy adott hosszúság után ami anyagtól , hőmérséklettől függő dolog, lassan szorulni kezd. A szorulás hatására nő a nyomás ami szétterjed a csőfalhoz közel levő részecskékre is ami által ismét növekszik az ellenállás.Ez addig fokozódik míg a nyomóerő több tud lenni az akadályozó erőtől.A surlódási erő egy bizonyos nyomáson stabilizálódik, de éppen ekkor beleszól a dologba a molekuláris kötés amely teljesen megzavarja és megrontja a kísérletező brikettálók életét. Ez az erő hirtelen lép fel , mivel a molekulák közötti távolság négyzetes függvényében növekszik vagy csökken. Ez miatt nehezen szabályozható a különféle anyagok kellő sűrűségre való megszorulása. Pelletáló gépeknél a csövet majdnem úgy hangolják mint az orgonasípot. A csövet lehet kúposra készíteni és ettől függően változik a megszorulás. Ha a cső hőmérsékletét 200-300C fokra emelik akkor szintén sokat változik az anyag és a cső közötti ellenállás, ez szintén összetett dolog , mert ebben szerepet játszik a különféle vegyületek képződése is amelyek megváltoztatják a surlódást. A cső anyagának keménysége is határozó tényező. Szerintem ha valaki kemény , szép felületű, sokféle anyaggal ilyen tulajdonságú brikettet akar készíteni, akkor felkötheti a gatya szárát!
Befülledt élelmiszeripari célra alkalmatlan hajalatlan napraforgó is érdekes lehet, jó kis pelletet csinál belőle a kínai gép. Az olajtartalom miatt magas a fűtőértéke.
Tényleg bennem van a hiba... :) Nézzünk egy induló állapotot: fűrészpor betesz, "kalapáló henger" elkezd forogi, és kalapálni bele a port a lukba ha már eleve tele van tömve ok, mert ugye ellenállást fejt ki... de először és a por felyébe átpotyognk.... :) vagy van egy kis idő, míg beindul a dolog, és eleinte csak laza cucc jön ki? Majd idővel (szinte azonnal, pár sec, pár perc ?!?!?!) betömörödik, és ok?
mind a ket esetben egy "csovon" megy at a cucc. a cso falaval valo surlodas adja az ellentartast a presnek.
a brikettpreseken a cso altalaban fel van sliccelve, es egy szoritoval nagyon finoman lehet allitani az osszenyomast, hogy jo legyen a szukulet/szorulas.
es aki lenezi azt, akinek eppen el akarja adni magat, az megerdemelne hogy valami nagy ajalnattal jol fellelkesitsd, majd kozold vele hogy aki ilyen gunyosan beszel veled, azzal inkabb nem uzletelsz.
a linkelt szerszam egy dorzsar. azt magyarazzak, hogy meg kell a lukakat dorzsarazni, mert eredetileg sorjas meg erdes a feluletuk. ha szepen kisimul, netan fel van polirozva, sokkal konnyebben megy benne az anyag.
Üdv. Kínai Pellet gép megvéve .2 hónap izgulós várás után(hogy a gép megjön vagy nem) 2 napja levágott fűvel próba szuper,széna ok.Fenyő fűrész por halál fél óra 5kg. Víz hozzá adás se javít.Felhívom Békésen szakít 180 ezerért segít rajtam .Mert Ő már alakított egyet .800 ezerért árulja az expressz.hu. És ami bosszant iszonyatosan gúnyosan beszélt. Ha valaki tanácsot tud adni azt szívesen fogadom.Amerikai fórumon ezt ajánlották egymásnak ahogy online fordítóval értelmeztem. http://www.makeyourownpellets.com/accessories/solid-carbide-reamer-letter-b
Szia! Elkopott a dugattyú is meg a tömörítő cső belselye is aztán bemérgedtem rá! Álandóan megszorult! Sajna mindegyikből edzett kéne! Majd talán télre megjön újra a kedvem foglalkozni vele. Most viszont még időm sincs nem csak kedvem!
Sziasztok! Lenne egy két alap kérdésem: 1, síkmatricás pelletáló. Itt mi okozza a pelletek tömörödését? Miért nem csak "átpereg" a lukakon?
2, hidraulikus brikettálás: olyan konstrukciót láttam, ahol a csőben egy henger elé anyagot tölt a gép, majd a a dugattú ráprésel, brikett tovább a csőben, újra stb. majd kipotyog a cső végén a brikett... szemre úgy tűnt a cső nem szűkül: kérdés ismét: miért nem csak kitúrja a brikettnek valót, miért tömörödik úgy össze.. ha le lenne zárva a vége, evidens lenne, de így?
Előre is köszi, a kérdésekből is látszik, csak kóstolgatom a témát, de hátha lesz valami... :)
Ezt a hengert éppen roncstelepen találtam, átköszörültem a lukját símára mert kicsit meg volt ütve. A jobb anyagokat általában Röszkéről kapom, szerintem van ott sokféle vastagfalú cső is. Mi van a gépeddel, működik ?
segítségetekre lenne szükségem, mert próbálok én is egy brikettáló gépet építeni, kb 70%-os állapotban van, csak a szalma aprításhoz szeretnék gépet,- aprítót készíteni, de sajna nincs tervrajzom és elképzelésem se egyenlőre.
Ha valaki tudna segíteni egy egyszerű vázrajzzal azt megköszönnPróbálok majd képeket is készíteni a gyártás folyamatáról és közzétenni.
2 coll az nálam 50.8mm, az más kérdés hogy csöveknél mit és hogyan mérnek, de brikettnél egyszerű átmérőről van szó. Amint említettem ez a gép alaposan rosszul van méretezve, most Ön dönti el érdemes-e toldani-foltozgatni. Három lehetősége van: Növelni a hidraulika henger átmérőt Csökkenteni a brikettátmérőt Növelni az olajnyomást Ha nem szándékozik a csőátmérőt 63mm-ről 50mm-re csökkenteni akkor a hidraulika hengert legkevesebb 120mm-re kell növelni, de evvel sem fog kemény brikettet kapni.Az olajnyomást legjobb hagyni úgy ahogyan van. Tájékoztatóként mondom, egy ismerősömnek 50mm csőhöz 100mm hidraulika henger volt gyárilag és laza brikettet kapott.Felnöveltük 120mm-re , így használható brikett jön ki , de még mindig nem kemény. A Brik-Star típusú gépen 50mm-es csőhöz 140mm átmérőjű hidraulika henger tartozik, de szalmából így sem kemény a brikettje. Nálam 52mm csőhöz 160mm hidraulika henger tartozik, ezenkívűl csigával előpréselt anyaggal töltődik, így 100 báros nyomáson igen kemény brikettet kapok.
Nincs a csőben semmi szűkítőszakasz és lehet hogy félreértelmeztük egymást mert lehet hogy az a baj hogy én vízszerelő vagyok és az én szakmámban a 2coll az = 63mm. Egyébként egy vastagfalú cső van kettévágva és és ami látszik a gép elején is egy szorítóval lehet öszzehúzni max kb 60mm-re,de itt már leszorítom a brikettet.
Szia Koszti99 ! Először úgy írta 2 colos a kinyomócső. Én ehhez adtam a 100-120-as hidraulikahenger méretet (1453 hozzászólás). Ha 105-ös hidraulika hengert használ és 50mm brikettátmérőt, 150bár olajnyomás mellett akkor a brikettben 660 bár nyomást kap amely bár elmarad a szükséges 800 bártól de ez már biztosít egy bizonyos keménységet. De ha a kinyomócsöve 63mm ahogyan később írta akkor a brikettben keletkező nyomás 416 bár ami éppen a minimális keménység eléréséhez elég. Tehát ha 63mm -röl lecsökkenti 50mm átmérőre a brikettnyomó csövet, akkor ugyan lecsökken a kapacitás de legalább használható a brikett. Ha 50mm-es csövet használ a cső hossza 30-35cm körül is elégséges. Van-e a csövében szűkítőszakasz? (nem-e ez okozza a csőátmérő változást?)
Az egyik szemem sír a másik nevet,tudtam szerezni egy 105mm dugattyújú munkahengert és beépítésre is sor került.Tegnap volt a főpróba 4 csavart elszakított a présfejen de érősebbre cseréltem őket és így már jó lett.Véleményem szerint sokat javult a helyzet de még mindig nem mondhatom hogy tökéletes még mindig szét bírom törni a briketteket kézzel.Most azon gondolkodtam a következő lépésben hogy a présfejem hossza közel 50cm-es cső és szerinted mi lenne ha levágnék belőle hogy rövidebb legyen a préselt brikett útja a csőben és így mégjobban össze tudnám szorítani a fejet,hogy hátha így javul az állaga és növelni bírom a nyomást,mert még mindig le bírom szorítani a présfejjel a gépet hogy nem bírja kinyomni a brikettet.
Szia koprt, én tudok olyan gépet. Szeretnék minden ide látogatóhoz szólni. Én nem olvastam mindent végig, mert rengeteget írtatok és nem volt elég hozzá az éjszaka. Szeretném tudni, ki az iaz ember itt ezen a fórumon, aki összegezni tudja nekem az egészet?? Nagyon sok dologról lett írva, de igazi eredméyt nem sikerült kihámoznom soraitokból. Várom válaszaitok!
Szia Koszti99 ! Úgy tűnik a szorító működik, tehát kevés a nyomóerő a kinyomáshoz. Ha a dugattyú nagyobbítás mellett dönt mindenképpen erősíteni kell a teherviselő elemeket, peremeket, csavarokat stb. mert megtörténhet hogy a szerkezet szétszakítja az összefogó elemeket.
A thermoakusztikus megoldás piszkálja a fantáziámat, hogy lehetne optimálisan energiát kicsatolni az akusztikus oszcillátorból. Fix frekvenciára kellene hangolni és az illesztést kell megoldani valahogy.
"Mint a villamos generátorhoz a terhelést".
Akusztikai impedancia transzformátorként funkcionálhat mondjuk egy exponenciális tölcsér, dugattyú helyett pedig membránt lehetne használni, "hangszóró tekercshez hasonló megoldással". Lehet a hatásfok így sem lenne túl magas.
A modell Stirlingeket ne vedd példának, ott elég, ha egyáltalán forog, esetleg ventillátort pörget. Legfeljebb 1-2% hatásfokkal. Moduláris megoldásban meg legföljebb ott lehet gondolkozni, ahol 2-3 MW-os blokkokat raksz egymás mellé. Egyébként aránytalanul nagyok a blokkonkénti költségek. Látom, megtaláltad a Stirlinges fórumot, abból lehet okosodni.
Szia Koszti99! 50mm-es egyenes csövön átnyomja a brikettet,de még ez a felületviszony sem elégséges,mivel ez csak 1.5 felületnövekedést jelent ,viszont 4-szeres kellene,amit egy 100-120-as hidraulika dugattyú tud adni. Szerintem itt a tervező jól melléfogott az erőviszonyokkal kapcsolatban. Kérdésem menyire tudja megszorítani a kinyomócsövet ,le tud-e blokkolódni benne a brikett?
Kipróbáltam,széttapostam,de semmi jót nem tudok mondani,változás nem igazán történt.Szerinted az rossz ötlet lenne,mivel nekem a préselő fej henger átmérője 63mm,amibe beletolja a fűrészport a fej csövének az átmérője is 63mm,ha ezt a csövet leszűkíteném pl:50mm-re,akkor szerinted változna a brikett állaga??,Vagy nem bírná kinyomni rajta a brikettet?
Szia Koszti99 ! Kísérletnek lehet olyat is csinálni hogy széttapossa a meglévő puha briketteket , megtölti a tartály alját vele, és megfigyeli hogy ezt az anyagot keményebbre préseli-e, a csigás előpréssel is ugyanezt éri el,vagy még lehet többet is,mivel a csiga egy kicsit "megszelídíti "az anyagot.
Köszönöm a tanácsot.Felkeltette a figyelmem,csak nem egyértelmű számomra ez az elődolgozás.Az én gépememnél is az alapanyag tarályba egy csiga viszi az anyog a présfejbe csak persze nem nyomással hanem ugyanazzal az átmérővel mint amekkora a csiga,és egy időkapcsolóval tudom állítani a csiga mozgási idejét és ezzel arányosan változik a brikett nagysága.De szívesen meghallgatnám ezt a módot is.
Találtam egy házilag könnyedén rekonstruálható modellt, csak sörösdoboz helyett két nagy hordót kéne beépítani, kicsit fel kéne nagyítani. Hideg oldalon kútvíz a meleg oldalnál meg alá kell pörkölni. Vagy egy tutajra kell szerelni (lapátkerekes tutaj).
Valóban a tűzteret lehet variálni, a primer és szekunder levegővel szabályozható az égés, de a korlátok külsőégésű motornál a hőcserélők kialakításánál jönnek elő....ott van a kutya elásva.
Szia Koszti99 ! Első hogy legyen biztonságos falvastagsága, a csúszófelület ne legyen kopott,legjobb ha hidraulikával foglalkozó cégnél keresi,bár lehet így többet kérnek érte. A csigás géppel való elődolgozás nem keltette fel a figyelmet?
Köszönöm a tanácsokat,megpróbálkozok akkor elsősorban egy nagyobb hidraulika henger beszerzésével,esetleg te mit vagy milyen munkagépnek vagy autónak a hidraulikáját tanácsolnád a gépemhez azzal a 100 vagy 120mm átmérővel,hogy milyen irányba induljak el,esetleg targonca,vagy plató billentő henger vagy merre felé nézzek szét?
ennek nem sok koze van a homerseklethez, ezek mind jol egheto anyagok, alacsony gyull-i homerseklettel. Itt sokkal inkabb a tuzter geometriai kikepzese a lenyeges. A nagy elony a kulsoegesu motornal eppen az, hogy visznylag szabadon optimalhatod a tuzteredet a futoanyaghoz. Belsoegesunel erre nincs lehetoseg, ott a tuzter "adott", azon sokat valtoztatni nem tudsz.
a modern kazanokban gyakorlatilag tokre vizes fat (6MJ/kg) is el tudsz tuzelni korom es mocsok kepzodes nelkul. Egy modern tuzteru kazanban az eges mindig kozel tokeletes, nem kepzodik CO, es fatuzeles eseten NOx sem sok. Belsoegesu motornal benzin/gazolaj uzemnel nem erheto el tokeletes eges, azert hasznalunk katalizatort.
a katrany fa eseten a lignin komponens hobomlasabol szarmazik, zommel kondenzalt poliaromasok elegye, amiken sok hidroxil-csoport log. szentuzeles eseten pedig a szenbol kiparolgo anyagok elegye, foleg fenolok, krezolok, es poliaromasok. (erdekes, hogy szerkezetileg nagyon hasonlo anyagok, ami annyira nem meglepo, hisz a szenesedes tkp. egy nagyon lelassitott, nagyon tokeletlen eges.)
nezd, vegyesz vagyok, az exem pedig kb. ilyesmibol irta a doktorijat, ugyhogy nem hiszem, hogy erdemes vitatkoznunk. Maradjunk annyiban, hogy szerintem pl. a "a biomassza az maga szenhidrogen" allitas nem eppen igaz.
a fabol rakott fa fustje iszonyat sok szenhidrogent tartalmaz. legfelesleggel es huzattal tuzelsz, a melegben a fabol egheto gazok parolognak ki, amiket a huzat felrant, nagyon hamar olyan zonaba kerulnek ahol mar kicsi a homerseklet az egeshez, es mennek ki a kemenyen.
ezt a problemat kezelik az elgazosito kazanok. tartsak eloadast?
???
kulso egesu motorrol van szo, amit valami biomasszaval fut. Hogyan lenne ott szenhidrogen? Egy kulso egesu motor egestereben teljesen mas folyamatok zajlanak, mint egy robbanomotorban. Egy fabol rakott tuz "fustje" siman lehet szagtalan, praktice tiszta CO2.
"...ha meg magas homersekletet is csinalsz, hogy a co rendesen elegjen (plane hogy a sok folos levego huti az egesteret) akkor tuti lesz NOx"
ez igy egy kicsit tulegyszerusit. Az nyilvanvalo, hogy osszigenfelesleg kell, de az egesi homersekletet elegge tag hatarok kozott tudod szabalyozni, anelkul, hogy CO keletkezne (eleve CO 800 fok alatt legtobbszor CO2-bol keletkezik, osszigenfelesleg eseten pedig kb. nem keletkezik). CO-t tehat nem kell "elegetni". 800 fok alatt meg nem nagyon lesz NO.
csak azert kerdeztem, mert az a paradoxon, hogy ha oxigenfelesleget akarsz, hogy minden rendesen elegjen, akkor egy csomo nitrogent viszel be. ha meg magas homersekletet is csinalsz, hogy a co rendesen elegjen (plane hogy a sok folos levego huti az egesteret) akkor tuti lesz NOx
Szia Koszti99 ! Ez a helyzet még roszabb mint az előbbi, gondolom kézzel könnyen szétroppantja a brikettfélét. Mindenképpen növelni kellene a hidraulika henger átmérőjét 100mm-re legalább. Egy ismerősömnek ekkora henger 50mm-es brikettet nyomott és ő is panaszkodott hogy laza, fölnöveltük 120-ra. Ebben az esetben a motorerő elég is lenne , nagyobb kapacitású pumpával valamelyest pótolni lehet a lassulásból származó lemaradást, ha a szelepek és a csövek engedik (áteresztőképességben). A képen nem látni az adagoló dugattyút, az mennyire tömörít? KIs befektetéssel nem hiszem hogy javítható, esetleg ha eleve nagyon sűrű,porszerű anyagot présel. Előprésnek föl lehet használni egy egyszerű csigás gépet, az én gépemnél az adagolás valójában egy csigás gépnek felel meg,ezáltal én nagyon tömör rúdalakú brikettet kapok olyant mint amelyet a nagyon erős lendkerekes gépek tudnak készíteni.
"nehez megmondani, hogy mi a celszeru. En pl. minel egyszerubb szerkezetu kulsoegesu motort szeretnek, olyat, ami modularisan mukodtetheto, egy bloktol max. 100W teljesitmenyt varnek (a hatasfok kevesse erdekes). Nalam talan az egyszeruseg, robusztussag lenne a legfontosabb, es itt az ericsson versenykepes."
Gondolom lehet az Ericssont is tuningolni egy kicsit, nagyobb kompressziót adsz jobb visszahűtéssel, de mivel a hengerfejet fűtöd nem alkalmas gyors terhelésváltozásra. Vannak pelletüzemű Stirling motorok is.
"most akkor nem kulsoegesumotort tervezel? "
Külsőégésűt terveztem, elég közel áll a Mágai féle típushoz, de ehhez még egy nagyon lényeges dolgot hozzá kell adni és elfelejteni a görgőket. Itt természetesen nem a hengerfej melegszik, hanem tökéletes égőtér van ahol se CO se NOx se korom nem keletkezik.
Nagyon szépen köszönöm az eddigi segítséged is,de lehet hogy javítanék a dolgon mert lehet hogy én mondtam rosszul,de a hidraulika munkahenger nyomórúdja 35mm,ami egy 63mm-es dugattyúra van ráesztergálva,és a brikett átmérője is 63mm-es.És így működik olyan 140-160 báron,a motor egy 7.5kw csillagdeltás,a szivattyúm pedig 200báros,így kb 100kg/h-át tudok vele gyártani.Így ezek tudatában tudnál nekem valamit javasolni amivel kiküszöbölhető lehetne a problémám,viszonylag nem nagy befektetéssel.Vagy elösször próbáljak meg nagyobb hidraulika munkahengert szerezni.??
A kínai cucc gyűri rendesen a fűrészport. Szalmával bánik el nehezen. Kínából kell hozni közvetlenül akkor olcsó. A kopó alkatrészeket is érdemes behozzni a géphez 1 fuvarral.
Az elejétől végigolvastam a fórumot, régóta érdekel ez a téma. Sok érdekes ötletet találtam, viszont a leírtakból azt a tanulságot vontam le, hogy én nem fogok házilag brikettáló gépet építeni. A brikettgyártásról viszont nem szeretnék lemondani, mert rengeteg alapanyagot (akác, vörösfenyő, tölgy fűrészpor) tudok szerezni jelképes áron, telephelyem is van és valamennyi pénzem is lenne gépre. A neten szétnéztem de emberi áron nem nagyon találok gépet a kínain kívül, ami viszont többek szerint nem működőképes.
Tehát lenne egy kérdésem: Ti tudtok olyan gépet ami megbízhatóan működik, bírja a folyamatos üzemet, jó minőségű brikettet gyárt és nem kerül tízmilliókba? Ha tudtok ilyet értesítsetek, házilag gyártott is érdekelhet. Az e-mail címem publikus.
Azon is érdemes elgondolkodni, hogy a szén, vagy fa stb. biomassza tüzelőanyaggal üzemeltetett külsőégésű motor esetén, a tüzelőanyag jövedéki adó mentes alapból....
"Az Ericsson elv már régimódi,így ma már nem célszerű hőerőgépet "
nehez megmondani, hogy mi a celszeru. En pl. minel egyszerubb szerkezetu kulsoegesu motort szeretnek, olyat, ami modularisan mukodtetheto, egy bloktol max. 100W teljesitmenyt varnek (a hatasfok kevesse erdekes). Nalam talan az egyszeruseg, robusztussag lenne a legfontosabb, es itt az ericsson versenykepes.
"kevés hő veszik el égés és expanzió közben"
most akkor nem kulsoegesumotort tervezel?
Érdekes a szorítója. Ha a brikett 2 coll átmérőjű azaz 50.8mm a hidraulika nyomóhenger átmérő 63mm,akkor csak 1.5 szer több a brikettben a nyomás mint az olajnyomás. 160x1.5=240bár, ez kevés, legalább a duplája kellene még akkor sem lenne túl tömör a brikett. Tömör brikett 800-1000 bár nyomáson keletkezik. Ha 90mm átmérőjű hidraulika dugattyút használ akkor nagyjából 500 bár-t kap a brikettben a gépje viszont a fele sebességű lesz. Vannak rotációs dugattyús pumpák amely 500 bárt tud nyomni, de akkor az egész hidraulika rendszert ekkora nyomásra kell tervezni. A gépkészítők sűrűn elkövetik ezt a hibát , ha megadják a kellő dugattyúátmérőket és ehhez való olajrendszert akkor a gép jóformán a duplájába kerül.
Köszönöm szépen a gyors választ.Nos a hidraulika dugattyú mérete megegyezik a brikett nagyságával,azaz pontosa 63mm.A kinyomócső természetesen szorítható,de teszek fel egy pár képet amin ezek mind láthatóak,hátha így többet mond neked is.
Fűrészporból kellene hogy tömöret nyomjon,szalmából nehezebb megfogni a kicsúszáskor. Kell tudni mekkora átmérőjű a hidraulika dugattyú, és mi fogja kicsúszáskor a csövet , szorítható-e a kinyomócső? A csőben álló brikett azért keményedik meg mert kifáradnak az anyag sejtjei.(azok mini rúgóknak tekinthetőek). Melegítés hidraulikus gépnél nem fontos.
Mostanában sokat olvasom ezt az oldalt,mert hozzá jutottam én is egy házilag gyártott hidraulikus brikettáló géphez,és elég sok dologhoz tudtál okost hozzászólni.És én is csak egy segítségre váró ember lennék a sok közül egy olyan problémával hogy az én gépem 2"-os méretű brikettet gyárt fűrészporból 140-160 bár nyomáson de egy olyan problémám van vele hogy nem elég tömör a brikettem,és nem tudom miért.Ha leállítom a gépet akár egy pár óra hosszára, amik a présfejben maradnak brikettek,újraindítás után olyan tömörek maradnak mint a beton.De a frissen nyomottak nem,és nem tudok rájönni hogy miért van ez.Már azon is gondolkodtam hogy talán a présfejet valami úton-módon melegítenem kellene,vagy esetleg valamiféle adalékanyag hozzáadásával próbálkozzak vagy nem tudom.Ebben a dologban kérném szépen a segítségedet ha megtennéd és hátha lenne valamiféle jó ötleted.
Dr. Mágai István még nem válaszolt. Nem túl régen előadást tartott nálunk egy ember a motor üzemanyag mágneses kezeléséről a jobb porlasztás érdekében,ő tájékoztatott arról hogy probléma van a szabadalmazással. Ez az irányvonal pedig jó irány,de ebből még hiányzik egy-két fontos tényező. Szerintem ahogyan a diagramokon megadta a hatásfok értékét az nem helytálló, mert a 1:20 való kompresszió mellett csak 1:10 -es expanziót tud megvalósítani 25% terhelés mellett , nagyobb teljesítménynél még az 1:10 -es expanziót sem tud megvalósítani mert különben az expanzió végnyomás lemegy 1bár alá.
"ha nem titok, elarulnad melyik motorban gondolkodsz? Ericsson-motor?"
A koncepció,vagy működési elv titoknak számít ,mert rááldoztam fél életemet,de azért körülírhatom ha evvel megelégszel. Az Ericsson elv már régimódi,így ma már nem célszerű hőerőgépet építeni hiszen kicsi a kompressziója, az expanzió sem adiabatikus ami miatt rossz hatásfok jön ki. Jobb lenne az én nevemről elnevezni a ciklust ami szerint működik a motorom, pont ilyen körfolyamattal még úgy gondolom nem építettek motort.(De azért megeshet hogy van már ilyen szabadalom is ,csak nem köztudott,akkor viszont nem járok jól) Ami fontos szempont: -a sűrítés és expanzió viszony - hőveszteség működés közben Ha megoldod hogy magas kompresszió mellett nem terhelődik a motor , kevés hő veszik el égés és expanzió közben, és az expanzióvégnyomás és véghőmérséklet minél kisebb legyen máris nyert ügyed van.
"Szóval egy külsőégésű motort terveztem ... nem Stirling motort....effektív hatásfoka 40% fölött van...Nyomatékgörbéje olyan lenne mint egy villanymotoré"
ha nem titok, elarulnad melyik motorban gondolkodsz? Ericsson-motor?
Gőzgépnél a baj a víz-gőzfázis átmenetnél van. 0-ról 100 fokra fölmelegíteni a vizet 100 calória , a 100fokos víz átmenete 100 fokos gőzzé az kb. 536calória-ez a fáradt gőz szintje is.Ha nincs kondenzátorod (ami jó nagy helyet foglal) akkor ez a mennyiség egyszerűen elmegy a levegőbe. Csak a jócskán túlhevített gőz jöhetne szóba mint az erőműveknél,és kondenzátorral.Autóba tettek már ilyent a 70-es években,de nem választották ezt az utat.A vizet föl lehet cserélni különféle freonfélékkel,így kisebb kondenzátor kell,de ezek jármű hajtására nem terjedtek el. A megoldás levegő körfolyamattal van ,hasonlóképpen mint a gázturbinánál, de turbina nélkül, csak dugattyúkkal. Ez sem olcsó játék de legalább az üzemanyag az a legolcsóbb,ha biomasszával megy.
régen hajókba építettek 3 fokozatú gőzgépet(először a kicsi dugattyúba, abból a nagyobba, abból pedig a legnagyobba ment a gőz), ennek a hatásfoka 40% (gőzgép!) volt
a teljes hatásfok(kazánnal együtt)biztosan 10% fölött van vastagon.
Ha nem is gőzgépet,de biomasszával működő motorokat, járműveket lehetne építeni.Erről szó esett a 703. hozzászólásnál. Nekem éppen ez a fő célom nem a présgépek építése,de mivel most három különböző présgépet fejezek be,a motor háttérbe szorul. Szóval egy külsőégésű motort terveztem járműbe építeni (nem Stirling motort ,mert az gőzgépnek számít ,meg járműbe nem való) amelynek effektív hatásfoka 40% fölött van,tehát jobb mint a Dizel motoré. Nyomatékgörbéje olyan lenne mint egy villanymotoré,tehát kevesebb sebességfokozat kell hozzá. Most egyelőre annyi van hogy az égőteret próbálom egy automata működésű kályhába szerelve, mellesleg ez a kályha fogja melegíteni a csigás gép szerszámját. Autóba is szeretném beépíteni amelyben van egy mini daráló és mini pelletáló és akár az út széli száraz gallyakkal is tudna működni. Lehet hogy a világ járműgyártását nem fogja tönkretenni de egy kis magyar borsnak megtenné a nagyhatalmú gáz és gázolaj-harambasákkal szemben.
nem akarok lovagolni a szamokon, a sajat futoanyag-igeny (szerintem) kozelebb van a 40%-hoz, mint a 20-hoz, de valoban, ez meg nem zarna ki a gozgep hasznalatat. a tobbi pont viszont vegkepp. gazgenerator+gazmotor
Az eddigiekbol nekem ugy tunt, hogy a brikettalas energiaigenye kb 0.1kWh/kg. A brikett futoerteke meg kb 5kWh/Kg. tehat 1Kg brikett a 10% hatasfoku gozgepben elegetve legalabb 5Kg brikettalasahoz eleg energiat ad.
Ha futod a fejet a hulladekhovel, akkor meg kisebb az energiaigeny.
Ezzel olyan alapanyagot lenne erdemes brikettalni, ami olcso, mert pl nem eri meg elszallitani. Ha valahol evek ota rohad a szalma, akkor nem hiszem hogy zavarna oket, ha akar a felenek eltuzelese aran a masik felebol brikett lenne.
mar mas is kitalalta, csak sajna ebben is van kukac.
-a legnagyobb az, hogy a gozgep hatasfoka nagyon kicsi, ritkan tobb 10%nal, a brikettet nagyreszet meg is enne
-egyszeruen nem lehet kicsi, egyszeru gozgepet epiteni, nem veletlenul nem gyart mar senki ilyet, meg afrikanak, meg a vilagvegi amerikai farmoknak sem.
-a gozgep nem igazan uzembiztos, komoly szakertelem koll a mukodtetesehez
-a kazan kulonosen problemas, jo minosegu viz kell hozza, sok, a nyomas miatt komoly szakertelem, hatosagi macera. Nemtom egyaltalan lehet-e mobil kazant epiteni (a gozmozdony kivetel)
-nem veletlen, hogy ma mar mindenki gozturbinat epit. HUlyen hangzik, de sokkal egyszerubb.
fagazosito (szalma, stb...)+gazmotor. Es ehhez kesz is van a technologia.
sosem fogom megcsinalni, nem feltem az otletet, de ha valaki megcsinalja marha boldog leszek:
mobil, gozgephajtasu brikettalot kell csinalni.
1. nincs komoly energiakoltseg, csak kicsit kevesebb brikett jon ki ugyanannyi anyagbol 2. ugyanez miatt nincs nagy elektromos betap igeny, ami korlatozna hogy hol hasznalhato, lasd meg a mobilitasnal 3. mobil. odamegy, ahol anyag van.
ahol alapanyag keletkezik, ott tarolni valamennyire altalaban tudjak.
olyan kis teljesitmenyu gep, amivel folyamatosan brikelltalnak nem kifizetodo, mert nem termeli ki a gepkezelo koltseget.
a nagyteljesitmenyu gep viszont egy het alatt feldolgozza a haromhavi alapanyagot, nem eri meg megvenni hogy alljon. ezert kell mobil gep. akar fix utvonalon, vagy elore lekotve kozlekedik a helyszinek kozott.
mivel nem arammal megy, nem gond ha a helyszinen nincs 3x125A betap.
4. a gozgep hulladekhojet lehet hasznalni szaritasra.
tehat amig nem allitunk at fagazra egy dizelmotort addig semmi ertelme. Van errol egy jo csomo doksi a neten. sajna most a gaz ara csokken, nekem meg sok mas dolgom van. ugyhogy gazositot most nem epitek....
A dízelnél hasznosítani kell a kipufogó hőjét is, mégpedig szárításra hasznosítható. Oxigén mentes környezetben a 600 fokos kipufogógázzal szárítani lehetne a bejövő biomasszát. A kipufogó gázban a légfelesleg miatt lehet egy kis oxigén, azt nem tudom, hogy-e miatt közvetlenül száritható-e így a biomassza?
Szárítás + brikáttálás így is ki kellene számolni a nyereséget.
Nem túl nagy üzlet:
Alapanyag költség szalama stb.. estén: kb. 10 Ft/kg
Bikettálási költség az is ott van kb. 10 Ft/kg
Brikett eladási ár gáz ár 2/3része: kb. Max. 33-35Ft/kg
Egy 160kg/órás gépsor 1 melós rezsiórabérét termeli ki. És még a logisztikai költségekről nem is beszéltünk. A beruházás pedig egy tisztességes gépsor esetén több milliós költség.
"Az óránként 6l az durván 5kg az 20kW teljesitmény..." azaz kb 1500HUF/80-100 kg brikett, azaz csak a gazolajkoltseg 15HUF/kg, ami teljesen irrealis. Az ilyen helyhezkotott motorrban elvben lehet jov ado mentes gazolajat is egetni, ha ezt le lehet papirozni (szvsz aligha), akkor erdemes az otlettel foglalkozni, egyebkent tul draga a megoldas.
Egy turbódizelmotor optimális esetben 200g/kWh körül fogyaszt, de ez nagyterhelésen és nyomatékmaximum körüli fordulatra igaz.
A jellemző inkább 250g/kWh.
Az óránként 6l az durván 5kg az 20kW teljesitmény(27 lovat ) jelent kb.
A motorok terhelhetőségéről meg annyit, hogy sok VW dizelt épitettem be hajóba, ahol igen komoly terhelést kapnak, mert még ráadásul jócskán rá is teszünk a gyári teljesitményre, és zokszó nélkül birják...
>Tűnődtem, hogy esetleg itthon a Bajnai-csomagba dukálna egy ilyen masina a
>nyugdíjasoknak/munkanélkülieknek, pályakezdő diplomásoknak ( neadj'isten a
>többieknek is???)
Haggyjuk ezt a csomag történetet, ez nem az a fórum, a hajlott hátú nyugdíjasokkal történő kézi brikettálás 5letéhez, pedig csak gratulálni tudok, adjunk nekik 5leteket, holnap benne lesz egy rendeletben.
Hát, ahogy elnéztem a komát, aki a demót végezte, nem tűnt túl termelékenynek a dolog.
Így, teljesen kézi kivitelben legfeljebb pl. Malawiban lehet az ötletet hasznosítani, ahol a napi bér 1 USD körül van (már akinek van munkája). Idő és meleg viszont van dögivel.
Tűnődtem, hogy esetleg itthon a Bajnai-csomagba dukálna egy ilyen masina a nyugdíjasoknak/munkanélkülieknek, pályakezdő diplomásoknak ( neadj'isten a többieknek is???)
Kár, hogy télen nem lehet űzni ezt a sportot, panelban megy nyáron sem...
Tudnunk kell a munkahengered átmérőjét. Vegyük az egyszerűség kedvéért 5cm-nek. 5cm*5cm*pi/4 (d2*pi/4), azaz kb. 20cm2 a munkahengered dugattyújának a hatásos felülete. ( A surlódásokat elhanyagoljuk.)
Ez azt jelenti, hogy ha 8 bar nyomás esetén a dugattyú tolórúdja
F = A * p
F = 20cm2 * 80N/cm2 = 1600N erővel tud nyomni.
Tonnában számolva, hogy viszonyítani lehessen (ismét durván közelítve):
Egy 0,16t = 160kg tömegű test nyomja ilyen erővel a földet.
Szerintem sima kazánban, ami többségünknek van, nem érdemes erőltetni a vizes fa és egyéb tüzelőanyag használatát. Az odáig rendben van, hogy ha eleget várunk szépen kiszárad a tűztérben, de eközben több minden gondot okoz nekünk a vízgőz: Amortizálja a tűzteret, veszteséget okoz a kinyerhető hőenergia terén, csökkenti a tüzelés alapfeltételét (megfelelő hőmérséklet). Továbbá nem lehetünk benne elég biztosak, hogy a harmatpontot elérve (kémény teteje) meg lesz a kellő hőmérséklet. Ez igen fontos, ugyanis ha a kritikus pont alá kerül ez azt hiszem 100 fok Celsius, akkor a kémény kátrányosodik.
Szóval én inkább azt ajánlom, hogy a "paraszt" ahogy Naox fogalmazott, inkább gondolkodjon előre. Első évben akár télen is brikettáljon annyit amennyit csak tud, s majd a második évben használja el, amikor már ki lesz száradva, pl. a nyári napocska által. Így az első évben még nem lesz kézzel fogható megtakarítás, de a 2-tól igen, hiszen a használattal egyidőben utótermelést végez, tehát amit elhasznál, pótolja (csak ki kell annak is száradni).
A pirolízises megoldás szerintem is egy igazán jó dolog. Abból lesz nekünk meleg, szénben gazdag salakanyag, na meg jó kis éghető fagáz, amit tetszőlegesen használhatunk amire csak akarunk, ill. tudunk. Na de brikettálóra sincs pénzünk...
Aki végigolvasta a fórumot az tisztában van azzal ,hogy brikettálni szárazon kellene. Viszont azzal is tisztában kellene lenni , hogy nedves (vizes ) brikettálás alatt mire gondolunk . Uldin linkelt be néhány videót erről , de hasonló linkek sokszor előfordultak a fórumban. Nem azért akarjuk ezt megpróbálni mert szerintünk ez a helyes brikettálási módszer , hanem mert minimális befektetéssel lehetne ezt csinálni ,igaz a hatékonysága is nagyon csekély. Természetesen abban bízunk , hogy a nap kiszárítja , nem vizesen akarjuk égetni.
A kompresszor azért jutott eszembe , mert a munkahelyemen egy új gép nem fért be a tervezett helyre . Ahova befért ott még nem volt kiépítve a levegőrendszer .A gépet ki kellett próbálni ,így "ideiglenesen" vettek hozzá a Praktikerből egy legolcsóbb olajos kompresszort . A gépnek 7 bar nyomásigénye volt . Jó magyar szokás szerint a néhány napból 2 év lett mire a levegőt bekötötték. A kompresszor bírta úgy ,hogy kb 10 percenként kapcsolt be .
"A vízzel ugyanis nem lehet fűteni."
kicsit off, de a dolog meger egy eszmefuttatast.
mennyire baj, ha a fa vizes? Ket dologgal kell szamolni. Egyreszt a futoertek csokken, hisz a viz helyen nincs fa, es alacsonyabb futoerteku anyagot nehezebb eltuzelni. Masreszt a keletkezo ho egy resze a viz elparologtatasara megy el, igy csokken a hatasfok. Ez utobbi kivedheto ha kondenzacios rendszeru kazant hasznalunk (nemtom fatuzelesuben letezik-e, megcsinalni eppen nem nagy kunszt). A futoertek csokkenes nagyobb gond, de mar leteznek olyan kazanok (az "elgazositok" pl. ilyenek), amiben 6MJ/kg-os fa is elegetheto. Egyszeruen nagyobb tuzter kell, es olyan elrendezes, hogy a tuzter egyik reszewben szaritas tortenjen, es a szaraz anyag kesobb egjen el.
Tehat a szaritas (amire soxor rengeteg energiat pazarolnak el) csak akkor szukseges, ha tarolni is akarjuk a tueloanyagot (hisz kulonben a penesz elintezi), ill. ha hagyomanyos kazanban akarjuk elegetni. Egyebkent brutalis viztartalom sem zavar.
(ugyhogy abbol sincs nagy baj, ha nem/lassan szarad ki a vizes brikett, csak adjunk a vizhez egy kis rezgalicot a gombak ellen. Es ezfontos szempont lehet, hisz a paraszt telen fog raerni brikettalni, akkor meg nincs nap.)
>Jobb helyeken a brikettálandó anyagot nem vizezik, hanem leszárítják
Igen abban az estben, amikor a lignin ragaszt.
Ha víz helyett glicerint használunk megszűnik a probléma. A glicerinnek 18 MJ/kg az égéshője.
Úgy nem jó, hogy vizezed préseled és utána szárítod. Ha rendesen ki van préselve 15-20%-nál több víz nem marad a préselvényben. Ha nem ragad össze a brikett, teszünk bele ragasztót.
A történet onnan indult, hogy a glicerinben főzve az alapanyagot, kémiai átalakulas jön létre, ami által csökkenthető a préselési nyomás és a víz jórésze is eltűnik az alapanyagból. A felesleges glicerint olajütőhöz hasonló préssel távolítjuk el az anyagból. Csigás olajpréssel már próbálkoztam, eltömte a cucc a kijáratot. Vésni kellet úgy összetömörödött. A megoldás jó, csak nem csigás olajprést kell használni e célra.
A vizes történetnek is csak akkor van értelme, ha csökkenthető a péselés energiaigénye és a nap kiszáritja a vizet a cuccból.
Aztán ragasztásra is kaptunk 5letet, az alapanyaghoz kevert pattogatott kukorica kiváló ragasztó.
A sűrített levegő gyártása és "szélnek eregetése" iszonyatosan gazdaságtalan dolog. Nem ok nélkül szórakoznak inkább az összenyomhatatlan olajjal.
Egyébként egész jó, komoly méretű munkahengereket látni időnként a MÉH telepeken, mellé még használható olajszivattyút is lehet böngészni. Láttam néha egész kupac olyan 20x20x12 cm-es méretűt is. Az pedig már komoly. Míg az 50000-be beleférő kompresszorral legfeljebb autógumit lehet fújogatni. Kétszer! Harmadszorra már nem tudja felnyomni, annyira elvásott az olajmentes henger-dugattyú. :-(












 d imi képei! Remélem látható lessz.
d imi képei! Remélem látható lessz.




 talán most jó lesz.
talán most jó lesz.



 ez meg egy kompresszorbol keszult ami nem birta sokat mert eltorott a tengelye de a brikett kijott nagyon kemenyre 4cm atmerobe
ez meg egy kompresszorbol keszult ami nem birta sokat mert eltorott a tengelye de a brikett kijott nagyon kemenyre 4cm atmerobe Eredetileg vakológép továbbító csiga.
Eredetileg vakológép továbbító csiga.


 NORISZ lemaradt képe.
NORISZ lemaradt képe.


 grabolt@t-email.hu
grabolt@t-email.hu






 szaraz fureszpor hiany miatt nem tom mukodtetni ezert ha valakit erdekel a belefektetett araert adnam
szaraz fureszpor hiany miatt nem tom mukodtetni ezert ha valakit erdekel a belefektetett araert adnam

















 Csendélet.
Csendélet. 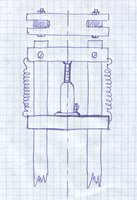








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}