Ide írjon mindenki, akinek van valamilyen ötlete, hogy hogyan kell egy brikettálógépet megépíteni! Szerintem pár okos ötlettel közösen mindent meglehet valósítani! Hajrá!
Írod hogy esztergáltatod? Érdekelne hogy mennyér tudsz esztergáltatni és milyent? Én is várok e-mailt hogy vállalják e munkát meg menyiért. Csak összehasonlítás végett!!!!
Akkor így csináljam, meg a jpeg-eket? A héten talán neki tudok állni, kicsit sok a dolgom. Úgy csinálom meg hogy jól látszódjon a méret. Az a lényeg úgy is. Mi a véleményed az itt kibontakozó csiga készítés problémájáról?Jót akarok, hogy egyszerűbb legyen, de hiába.
Üdv! Én esztergáltatom.Gyorsabb pontosabb, és széles anyagválasztási lehetőség. Öntés lassú, bonyolult, szűk anyagválasztási lehetőség, és akkor is kell esztergálni! Ha fém az öntőforma akkor is kell, ja és nem biliacélból, ha meg homokforma akkor meg kell egy mesterdarab (öntési ráhagyással), amit esztergáltatsz, plusz azért az öntőforma nem az a tipikus sufni meló (Ez egy komoly szakma a minta készítése, nem lehet kókányolni). Zárványok kialakulása, anyaghiány stb.Akkor most mi is az olcsó, és gyors? Nem akarok senkit sem meggyőzni, hanem ezek tények, aki ki akar szúrni magával annak szíve joga önteni.
De az megint csak kísérletezés lenne amiben már volt részem rendesen , most egy működő dolgot szeretnénk kipróbálni ráépítve a mi hajtásunkra és szerintem azon a tizesen már nem múlik legalábbis én így gondolom pláne ha működik is
Nem szeretnék bele kontárkodni az alábbiakban fejtegetett öntési,maratási dolgokbade lenne egy felvetésem a cső kialakitásával kapcsolatban.
Mi van ha cső belseje 6szögletű,amit lapokbol simán össze lehet hegeszteni.utánna lehet hőkezelni,vagy krómoztatni.Asszem brikigép már próbálkozott ilyesmivel.
Bocs ha hülyeséget irtam,csak költségkimélés szempntjábol gondoltam.
A szorító úgy működik ahogy Norissz leírta, bár lehet még komplikálni de elejében fölösleges. Tisztán hidraulikával is megoldható ha még egy különálló pumpaegységet másféle nyomással működtet. Itt a főmunkahenger nyomása ha túlhaladja az ellentartó nyomást akkor nyit a szorító--de elektromágnes szeleppel olcsóbb.
Kitartásban hasonló korúak vagyunk, ezért ne magázz. Egy gyári olasz gépnél 240 x 240mm négyszög volt a henger , benne cserélhető betéttel. Itt csak a betétet edzették, de így már jóval több az anyag is munka is. C 45- nél 35 Rockwell-től ekkora darabnál nem lesz keményebb , de az is bírja egy ideig. Még jó hogy a dugattyúd nem volt egyben a hidraulika szárával.
Már ne haragudj, de amit most írtál az butaság. Nálunk is minden 10. házban van egy öntöde. Végül is az öntés az egy baromi olcsó dolog. Egy nap? Miről beszélsz? Az öntés meg olyan, hogy belerakják a formába amit, megcsináltál (idő, nem kevés), aztán megolvasszák a vasat (idő), beleöntik (kicsi idő) kihül (sok idő), esztegapad(idő),na nehogy ennyi idő alatt nem lehet esztergán csinálni. De igazad van mert, ez baromi gyors.
Tehát akkor egy elektromágneses hidraulika kapcsoló nyitja feltölti nyomással, és ugyan ez a szelep zárja is le a szorító munkahengert, ami megtartja a nyomását egészen addig míg a következő ütemben a főmunkahenger hidraulika köre el nem éri a 150bar-t?
Tudod Te, hogy mennyi a cnc, vagy nc, gép óradíja? Sok, kb 10-15E/h. Cnc esztergán nem érdemes, mert az sokáig tart. Cnc maró még drágább, és az sem túl rövid idő. Szerinted miért hegesztett faragott, stb csigák vannak itt mindenfele? Azért, mert drága a megmunkált. Csúcsesztergán tudod mennyi idő egy ilyen mély csigát kiesztergálni? Min fél nap, de inkább egy. Öntés után kb fél óra a gépi idő csúcsesztergán. Így bír ez occsó lenni, vagy lopni kő. Üdv: OAndorka
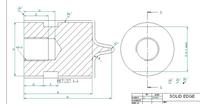
Beviszem a céghez aztán valamin megpróbálom megnyitni, de ha ott se jó akkor tényleg passz. Különben egy kicsit gáz, hogy nem egy komplett gép. Az Auto CAD fájlok viszont megnyithatók, de az 2D méretekkel. Végül is arról gyártható! Ha azt fényképezem ki, az jó neked? Ilyen! A felirat azért Solid Edge, mert kifordították Solid Edge-ből, Auto CAD-be!
Üdv! Van egy kis baj a fájlokkal. Először is nem kompatibilis se V17-el, se V20-al, tehát nem tudom megnyitni, csak kis képet mutat róla. A másik hogy abban a kis képben viszont látszik, hogy ez egy baromi hiányos cucc. Csak a présfej van megcsinálva, ez nem egy gép. Mi legyen?
Üdv! Olvastam ezeket a megoldásokat csiga készítésre! Öntő forma, meg cnc programok. Nem akarok beleszólni, de az az igazság, hogy nem egyszerűbb, ha van egy rajz, és egy vállalkozónál NC-n lefuttatni, persze nem öntvényből, hanem egy szerszámacélból. Ami lehetne szívós, és a felületét edzeni is lehetne(persze az edzés drága, de azt már sufniba is lehet csak nem biztos hogy az lesz amit akarsz)? Különben nem is kell igazán NC. Ha jól megnézitek a menet nem kúpos, hanem le van kúpra esztergálva a külső átmérője (ha a kúpon lenne akkor az egyeneshez képest dőlne) Tehát sima eszterga elég (Sima menet esztergálás). A magátmérőt nehezebb kúposra megcsinálni, de egy ügyes szaki esztergályos, szépen belejár a magátmérőbe, és a keresztszánnal, abban az előtolásban ami kell szépen beljebb lép (1-2 fok hiba kit érdekel).
A fő meló jelenleg a csiga gyártása, a cső végül-is csak esztergamunka. Azt már csak költségkímélés miatt lenne érdemes öntetni, mivel akkor kicsi az anyagveszteség ( ámbár az öntés viszont jóval drágább, mint a vastelepi acél ) Üdv: OAndorka

 Ilyen! A felirat azért Solid Edge, mert kifordították Solid Edge-ből, Auto CAD-be!
Ilyen! A felirat azért Solid Edge, mert kifordították Solid Edge-ből, Auto CAD-be!