Ide írjon mindenki, akinek van valamilyen ötlete, hogy hogyan kell egy brikettálógépet megépíteni! Szerintem pár okos ötlettel közösen mindent meglehet valósítani! Hajrá!
Üdv! Az öntéskor az anyag szemcse szerkezete követi a formát,forgácsoláskor átmetszed a szálakat.Szerintem öntés fűrészmenet,minél több db annál olcsóbb.
Írod a gépedről hogy müködőképes volt mig le nem vágtál a csőből. Szeretném megkérdezni hogy milyen tipusu a csigád, mekkora mocival hajtod? A szalma jön mint a huzat ez mit takar? Nem lesz kemény vagy kemény és annak ellenére is jön mint a huzat?
(2500*8*22=440000 havonta, ha minden nap 8 orara volt megrendelesed, nem mentel anyagert, nem tartottal karban semmit. ebbol kifizeted a muhely futeset, az aramot, telefont, konyvelot, engefelyeket, jarulekokat. jo ha egy minimalber marad...)
Kibeszél itt NC-ről hagyományos eszterga kell. Ha 15 ezer/h az esztergályos akkor szakmát váltok aztán veszek egy padot és én megcsinálom nektek, 2500 Ft/h ért 5-6 óra alatt.
ha kell tiz egyforma csiga, akkor ket lehetoseg van:
1. csigankent 8 ora gepidovel cnc vagy nem maro kifaragja. szumma 80 ora, ket het alatt meg is van, 15ezres geporaval szamolva csigankent 120ezer a gepmunka magaban.
2. leontik az ontodeben csigankent 12ezerert. varni kell ra heteket. utanna egy ora gepmunka, es kesz is. csigankent szumma 30 alatt lesz a cucc.
persze akinek surgos, vagy aki ingyen tud gepidot...
Üdv! 1000-1500 forintért/kg-ért olyan szerszámacélt veszek, ami örök, meg 1 nap. Öntöttvas, az NEM ERRE A CÉLRA VALÓ, tehát már megdöglött az ötlet. Az öntött csiga 10-es húsdarálóba jó, de nem ide, itt azért kapja rendesen a hőt, kombinált irányú terhelést stb. Ahhoz drága hogy kísérletezzek. Ha egy hétig formáznak, én meg félnap alatt kiesztergálom. Akkor mi hosszú? Plusz öntés után akkor is kell egy esztergapad, lehet csak a negyede időben, de közben 1 hetet vártam. Na mindegy!Ez volt az utolsó hozzászólásom ehhez a témához. Felőlem fából is lehet. Én így csinálom!
Nem kifejezetten szalmát! Probáltam fürészpor szalma keverékkel is, ami nem igazán sikerült. Túl rövid a csövem hozzá és nem állnak össze az anyagok. Kicsi a surlodás. A tiszta szalmárol már nem is beszelek az meg kijön belőle mint a huzat vissza se lehet tartani (a jelenlegi helyzetben) (Váltvaforgós gép csak felujitás céljábol van:) ugy h nem játszik szerepet a lehetőségeimben)
A gep működő képes volt! Miután levégtam egy darabot a cső végéből mert az előtt beleszorult a tiszta fürészpor(fenyő). Majd tökéletesen működött még ki nem poliroztam a száj nyilást(csövet),vesztemre, s elvesztette a surlódását, igy már nem akart összeálni dolog. Most dolgozok rajta h vissza toldjam a meglévő darabot! S majd utána konkrétat tudok mondani!
A csiga,meg a préscső kopó dolog, néha cserélni kell. Aki itt próbálkozik, a legnagyobb probléma a csiga beszerzése. Nézd csak meg, hogy milyen próbálkozások születnek. Aki korrekt csigát rak a gépébe, az vagy kiszerelt valami csigahajtásból, vagy esztergált magának. Kérdezd meg azt, aki esztergált, mennyi ideig pörgette a vasat a padban. Ha cnc marón csinálta, az sem rövid idő, ellenben baromi drága a gépidő.
Az öntést ne úgy számolják, hogy a darab mennyi ideig van bent az öntödében, hanem kilóra. Nem egyesével formáznak, öntenek, várnak a hülésre, stb, hanem egy acélöntödében lehet, h egy hétig csak formáznak,aztán egy délelőtt kiöntik az egészet. Nem olcsó, mert kilónként kb 1000-1500 ft. OAndorka
Az jó! Annak örülnék ha ez a brikett dolog működne. Itthonra kellene, mert olcsóbb mint bármi mással fűteni, meg van is amit tudnék brikettálni, egy kis szalma, egy kis fűrészpor. De még nagyon gyerekcipőben van.Na mindegy majd megoldjuk.Közben elteszem magam holnapra. Hello!
Az áramszolgáltató? Értesz a villamossághoz?Annyi sütőtökkel mit csinálsz?Aha, akkor neked jó lenne az olajprés is nem?Ha gondolod tudok segíteni ha olajprést akarsz csinálni, az már kicsit egyszerűbb (a maga nemében, nem olyan egzakt mint ez).
Rád bízom,jól látható legyen.Én úgy terveztem,hogy az első csigát itthon megpróbálom elkészíteni sima tengelyből meg általam csinált csigalevelekből,max az első levelet felheggesztem kemény elektródával és leköszörülöm.Egyébként brikigép is ezt tanácsolta.Sokszor át kell alakítani előre látom,de ha majd sikerül eltalálni a menetemelkedést +kúpolást+csigatengely átmérő akkor majd megcsináltatom fasza anyagból mégfaszább mesterrel!Nem akarok méregdrága anyagokkal kísérletezni!Jó,hogy lekoppintsátok a bangladeshit,de ők szerintem rízshéjat brikettáltak és az azért nem szalma,meg nem is fűrészpor.
Ok!De lehet ismerőssel csináltatom. Az ingyen van.De rákérdezek majd az árra is másiknál! Most az anyagválasztáson lesz még a sor. Aztán csapágyméretezés, és a hajtásrendszer kialakításán a sor, ha időm engedi. Közben raboltnak a képek az első amit megcsinálok szabadidőmben!
Nem vittem rajzot még, ezért összeget nem mondott, de ez max 5000-7000 Ft, ha anyagot viszel. Ennyi az ára. Haver is van aki megcsinálná de vele meg nem beszéltem még.
Írod hogy esztergáltatod? Érdekelne hogy mennyér tudsz esztergáltatni és milyent? Én is várok e-mailt hogy vállalják e munkát meg menyiért. Csak összehasonlítás végett!!!!
Akkor így csináljam, meg a jpeg-eket? A héten talán neki tudok állni, kicsit sok a dolgom. Úgy csinálom meg hogy jól látszódjon a méret. Az a lényeg úgy is. Mi a véleményed az itt kibontakozó csiga készítés problémájáról?Jót akarok, hogy egyszerűbb legyen, de hiába.
Üdv! Én esztergáltatom.Gyorsabb pontosabb, és széles anyagválasztási lehetőség. Öntés lassú, bonyolult, szűk anyagválasztási lehetőség, és akkor is kell esztergálni! Ha fém az öntőforma akkor is kell, ja és nem biliacélból, ha meg homokforma akkor meg kell egy mesterdarab (öntési ráhagyással), amit esztergáltatsz, plusz azért az öntőforma nem az a tipikus sufni meló (Ez egy komoly szakma a minta készítése, nem lehet kókányolni). Zárványok kialakulása, anyaghiány stb.Akkor most mi is az olcsó, és gyors? Nem akarok senkit sem meggyőzni, hanem ezek tények, aki ki akar szúrni magával annak szíve joga önteni.
De az megint csak kísérletezés lenne amiben már volt részem rendesen , most egy működő dolgot szeretnénk kipróbálni ráépítve a mi hajtásunkra és szerintem azon a tizesen már nem múlik legalábbis én így gondolom pláne ha működik is
Nem szeretnék bele kontárkodni az alábbiakban fejtegetett öntési,maratási dolgokbade lenne egy felvetésem a cső kialakitásával kapcsolatban.
Mi van ha cső belseje 6szögletű,amit lapokbol simán össze lehet hegeszteni.utánna lehet hőkezelni,vagy krómoztatni.Asszem brikigép már próbálkozott ilyesmivel.
Bocs ha hülyeséget irtam,csak költségkimélés szempntjábol gondoltam.
A szorító úgy működik ahogy Norissz leírta, bár lehet még komplikálni de elejében fölösleges. Tisztán hidraulikával is megoldható ha még egy különálló pumpaegységet másféle nyomással működtet. Itt a főmunkahenger nyomása ha túlhaladja az ellentartó nyomást akkor nyit a szorító--de elektromágnes szeleppel olcsóbb.
Kitartásban hasonló korúak vagyunk, ezért ne magázz. Egy gyári olasz gépnél 240 x 240mm négyszög volt a henger , benne cserélhető betéttel. Itt csak a betétet edzették, de így már jóval több az anyag is munka is. C 45- nél 35 Rockwell-től ekkora darabnál nem lesz keményebb , de az is bírja egy ideig. Még jó hogy a dugattyúd nem volt egyben a hidraulika szárával.
Már ne haragudj, de amit most írtál az butaság. Nálunk is minden 10. házban van egy öntöde. Végül is az öntés az egy baromi olcsó dolog. Egy nap? Miről beszélsz? Az öntés meg olyan, hogy belerakják a formába amit, megcsináltál (idő, nem kevés), aztán megolvasszák a vasat (idő), beleöntik (kicsi idő) kihül (sok idő), esztegapad(idő),na nehogy ennyi idő alatt nem lehet esztergán csinálni. De igazad van mert, ez baromi gyors.
Tehát akkor egy elektromágneses hidraulika kapcsoló nyitja feltölti nyomással, és ugyan ez a szelep zárja is le a szorító munkahengert, ami megtartja a nyomását egészen addig míg a következő ütemben a főmunkahenger hidraulika köre el nem éri a 150bar-t?
Tudod Te, hogy mennyi a cnc, vagy nc, gép óradíja? Sok, kb 10-15E/h. Cnc esztergán nem érdemes, mert az sokáig tart. Cnc maró még drágább, és az sem túl rövid idő. Szerinted miért hegesztett faragott, stb csigák vannak itt mindenfele? Azért, mert drága a megmunkált. Csúcsesztergán tudod mennyi idő egy ilyen mély csigát kiesztergálni? Min fél nap, de inkább egy. Öntés után kb fél óra a gépi idő csúcsesztergán. Így bír ez occsó lenni, vagy lopni kő. Üdv: OAndorka
Beviszem a céghez aztán valamin megpróbálom megnyitni, de ha ott se jó akkor tényleg passz. Különben egy kicsit gáz, hogy nem egy komplett gép. Az Auto CAD fájlok viszont megnyithatók, de az 2D méretekkel. Végül is arról gyártható! Ha azt fényképezem ki, az jó neked? Ilyen! A felirat azért Solid Edge, mert kifordították Solid Edge-ből, Auto CAD-be!
Üdv! Van egy kis baj a fájlokkal. Először is nem kompatibilis se V17-el, se V20-al, tehát nem tudom megnyitni, csak kis képet mutat róla. A másik hogy abban a kis képben viszont látszik, hogy ez egy baromi hiányos cucc. Csak a présfej van megcsinálva, ez nem egy gép. Mi legyen?
Üdv! Olvastam ezeket a megoldásokat csiga készítésre! Öntő forma, meg cnc programok. Nem akarok beleszólni, de az az igazság, hogy nem egyszerűbb, ha van egy rajz, és egy vállalkozónál NC-n lefuttatni, persze nem öntvényből, hanem egy szerszámacélból. Ami lehetne szívós, és a felületét edzeni is lehetne(persze az edzés drága, de azt már sufniba is lehet csak nem biztos hogy az lesz amit akarsz)? Különben nem is kell igazán NC. Ha jól megnézitek a menet nem kúpos, hanem le van kúpra esztergálva a külső átmérője (ha a kúpon lenne akkor az egyeneshez képest dőlne) Tehát sima eszterga elég (Sima menet esztergálás). A magátmérőt nehezebb kúposra megcsinálni, de egy ügyes szaki esztergályos, szépen belejár a magátmérőbe, és a keresztszánnal, abban az előtolásban ami kell szépen beljebb lép (1-2 fok hiba kit érdekel).
A fő meló jelenleg a csiga gyártása, a cső végül-is csak esztergamunka. Azt már csak költségkímélés miatt lenne érdemes öntetni, mivel akkor kicsi az anyagveszteség ( ámbár az öntés viszont jóval drágább, mint a vastelepi acél ) Üdv: OAndorka
Megmondaná nekem valaki, hogy a hidraulikus masina préscsövét miért nem kell fűteni. illetve nem lesz jobb a kijövő brikett, ha meg van fűtve? Üdv: OAndorka
A szorító úgy működik az én gépemen, hogy van egy nyomáskapcsoló a főmunkahenger nyomóágát méri brikettálás közben !
Ha a főmunkahengerben felszökik a nyomás mondjuk 150bar-ra akkor a nyomáskapcsoló kapcsol és leveszi a szorító munkahengerről a nyomást és kiengedi csúszni a csőből a brikettet!
Nekem folyamatosan tartja és csak ekkor enged el, kb 2-3mm-t ha mozdul ez a szorító munkahenger!
A gépemen 3 munkahenger és 3 hidraulikus elektromos útváltó szelep vezérel!
Elég halovány de szerintem mindenki tudja miről van szó , várjuk a fejleményeket én is kivárok most nem kinlódok magam, mert én is ezt akartam legyártani ,ami mellesleg elég körülményes lett volna . ÚGYHOGY ENGEM FELTÉTLEN ÉRDEKEL a csiga és a cső is .Várjuk a fejleményeket
Na a lényeg: vettünk a haverral egy 120-as kör CRMO 4-es anyagot 225ft/kg
aztán ezt elcseréltem egy négyzetes C45-ös 120-as bugára!
Lehet hülyeség volt, de már nem bízom a kör alakúban!
Most viszont nem vágom félbe az anyagot, hanem szemből be lesz marva rá a töltőnyílás így megmarad 3 oldala teljesen épen és csak a kimart rész fog híányozni a tömbből! Hétfőn elvileg kész van az új dugattyúval együtt!
Nekem azt mondta egy srác, hogy el tudja vinni az anyagot nemesíteni is edzeni is amit akarok! Az ára 100kg brikett reggel elviszem délután mehetek érte!
Ja nagykalapáccsal vertem le a préscsövet a dugattyúról!
Végül is a kép megjelent, csak hát ez már egy visszaszkennelt rajz. Tudja valaki, hogy pdf-ből hogy lehet kivágni, vagy kimásolni egy-egy oldalt. Én már kijelölni sem tudom. Kösz előre is. Üdv: OAndorka
Brikigép A szorítóval kapcsolatban tudnál valami közelebbit írni: folyamatosan nyomás alatt tartod?, és közben a nyomás szabályzó végzi a dolgát?vagy valami teljesen elektronikus a vezérlés?hidraulikusan nem is oldható meg?mert sokat gondolkodtam milyen szeleppel vagy hogyan kellene megcsinálnom de nem sikerült rájönnöm :( Előre is köszönöm
Én google keresöbe írtam be hogy bangladesh briquetting machine és ott a technology packagesre katintottam azon belül az 56.old, de ezen nem láttam én a vietnamit!
Azért annyira nem simán, de lehet. Nem a keresztszánt kell elfordítani, hanem a csúcsot eltolni, de így csak pár fok kúposságot lehet adni, és így is gázos. Üdv : OAndorka
ha a kereszt szánt elforgatod az még messze van a kupos menettöl . az csak kup eszergáláshoz jó . cnc vel az öntöminta megvan kupos is jobb bal , akár 2 3 kup meredekséggel is lehet 2 3 mintát csinálni . azért gondoltam öntöttvasra de ilyen erövel lehet ne acél is de nekem csak faipari cnc m van
A keresztszánt kell elfordítani, nem kell oda CNC csak egy 19-es villás kulcs,és a két csavart fellazítani, mék szögskála is van a gépeken. Simán lehet kúpos csigát esztergálni.
Szerintem az korrekt rajz, nekem sincs más, mint a bangladesi és a vietnámi, valószínűleg ugíanonnan. Viszont a rajz korekkt, méretezett préscsővel együtt. Üdv: OAndorka
Hasonló korúak lehetünk hasonló tapasztalatokkal. A küzdelem az biztosan bejön , egy jó gép csak sok próba után, ami több gép árát is kitehet. Ha sikerül és még marad ereje lendülete behozható a veszteség. A gyáriak egy csigára 700 üzemórát látnak elő.
Régebben írtam,hogy megpróbálok ipari fóliák belső merevítő csövébe papírbrikettet tölteni.Most sikerűlt összehoznom egy egyszerű prést hozzá.Csináltam is párat próbábol most este.Csak valahogy ki kéne próbálnom,de a kandallóm még nem üzemel sajnos.Így eredményről nem tudok beszámolni.Esetleg ha valaki kipróbálná az jó lenne.Pesterzsébeten lakom
Aztán a préscsövet is meg kellene csinálni acélöntvényből, mivel ez a kettő kopik. Ha olcsó, meg egységes, akkor egyszerű az élet. Már elkezdtem kifaragni a csiga öntőmintáját, de elb....tam. Esztergálás után vágattam ketté, és xszar lett a vágás, aztán feladam, de mindig van remény. Üdv: OAndorka
Van egy építő javaslatom. Marj ki nekem egy csigát, a bangledesit, vagy a vietnámit cnc-n, de danamidból, ne acélból, és úgy, hogy hosszában legyen elfelezve. Tehát öntőminta kellene, és le tudom öntetni acélból, kb 10.000.-ft/db-ért. Utána csak simítani kell esztergán, esetleg edzeni, vagy akármi, innen a lehetőség végtelen. 10 rugó egy csigáért semmi. Ha csinálsz nekem öntőmintát, 2 db csigát öntetek Neked ingyen. OK? Üdv: OAndorka
Helló. forgás közben fényképezted le, mert nagyon nem látható, legalább is, igy nemnagyon lehet megcsinálni, ha nem gond tegyél fel jobb képeket. köszi
öntöttvasbol lehetne csigát tengellyel kompletten csinálni? én kitudom marni cncvel a mintát a menettel együtt akár kuposat is csak a csapágy részt kellene kiesztergálni
Én a Balaton közepén Balatonfüreden vagyok, itt csak lányok vannak sokan az ut szélén, szalma nemnagyon van, szinte semmi, főld komposztal foglalkozunk még, sok máson kivűl, rengeteg galy, fa jön be a telephelyte, eleinte elégettűk, mert nagyon nehéz szétszedni mikor leburogatják, darálo forum nincs, de rengeteg darálot néztem meg, sokat legyártottunk, (akartunk) kisebb nagyobb sikerrel, most rengeteg fürészpor, és darálék van, innen nem jutok elöbbre, mert amit elkezdtem az nem működik, szerintem nagyon kevés dolog igaz, a brikett olcsoságárol, száritás, anyag, munka, működik,-nem müködik, nem jó a vasanyag csiga stb, millio bukta van ebben, én csak figyelem a fiukat, és mosolygok, tisztelem őket a kitartásukért, de mivel idős vagyok, ráérek, voltam számtalan helyen az országban, én merem állitani, higy ha valaki megtudja, hosszutávon csinálni a berendezést, annak az árán évekig eltüzelgethet. A küzdelem szép dolog, de én hiába küzdök, az itt lévő adatokon, valahogy nem működnek, illetve, jól. van ara az elején egy-két komoly gép, de szerintem az Úr valoszinű ezeket gyártja, venni akartam csigát, csövet, 350 ezr ft akartak érte kérni, ??????! ! és ez csak a csiga, és a cső, és nem tudni mikor kopik el, mert ha rendesen megy reggeltől estig, hamar elkopik, ami tákolt.
Közben még kiszámoltam, hogy ha a belinkelt videó szerinti módszerrel szeretnék 10cm átmérőjű brikettkorongokat készíteni, akkor 62,83 tonna nyomás kellene, hogy meglegyen a 800kg/cm2. (de még 5 cm átmérőnél is 19,63 tonna szükséges) Hozzáférhető átlagemberek számára olyan hidraulika ami képes kifejteni ekkora erőt?
Bocs ha már volt ez téma, majd ha lesz időm végigolvasom a fórumot, de lenne még 2 kérdésem.
A hidraulikák működéséről hol tudok bővebben olvasni? Nem nagyon értek hozzá, és nem tudom elképzelni, hogy hogy lehet egy munkahengerbe ekkora nyomást belepréselni egy motorral. Egy átlagos pl. traktor hidraulika hány tonnát képes nyomni?
A másik pedig, hogy valaki maratott-e már csigát a csigás brikettálóhoz, és ha igen akkor ez nagyjából mennyi pénzt igényel?
Azért mernék fogadni hogy én már bukásban előrébb járok, mivel úgy kezdtem a csigával bajlódni hogy egyet se láttam korábban. Csak hatalmas olajpréscsigát köszörültem meg csirkeszalámi nyomócsigát,stb. Azt hittem könnyen nyomható fűrészpor is. Feltűnő hogy a" nyugati térfélen "kevesebb működik mint keleten. Te hány kiló használható brikettel tudsz dicsekedni? Talán szalmával lenne a legérdemesebb mert az egyenletes anyag, meg az automatáknak nemigen tetszik mert túl könnyű a nyersanyag.
sajnos nekem is hasonlo volt a problémám, azt hogy menyi pénzt beleöltem azt nem is merem mondani, a csiga egy bonyolult szerkezet, számtalan gépet GYÁRIT lekoppintottam, de két egyformát nem találtam, ahol egész nap megy a gép ott, elég gyakran cserélik a csigát, itt a forumokon olvastam komoly szakemberek véleményét ( NEKEM KOMOLY SZAKEMBEREKNEK TÜNTEK) házilag, én még igen magas pénz ráforditásával csak primitiv eredményt értem el, lehet hogy ez az én hibám, de nekem nem sikerül, főleg ha mást teszek bele mint amivel működött a gép.
Látom sikerűlt ledarálni a géppel a forgácsot gyönyörű lett, már a géphez itt van szinte minden,megvárom az adatokat , mert nem akarom elrontani, minden kép tökéletes lett, eleinte megijedtem, hogy homályos nem nagyitható, de most tökéletesen lehet látni, azt ami hirtelen kell, de azért van még némi gondom, de majd csak odaérsz.
Nagyon régota kinlodom ezekkel a gépekkel, én is ez a tied nagyon komolynak látszik, nekem rengeteg apritékom fürészporom van, voltam sok helyen megnézni, még Szlovákiában is, mert azok ezen a téren, darálás stb, nagyon elöre vannak, nagyon prinitivűl néznek ki a gépek, de működnek, hihetetlen, a tied nagyon szép, sajnos várnom kell még itt, mert sok az adat, már kétszer elkezdtem a gépet, de abbahagytam mert jobbakat készitenek itt a fiuk.
Az elég mesze van tőlünk. És esetleg nem tudod a nevét,telefonszámát,e-mail cimét annak aki volt nálad a balaton környékéről. Mert akkor ő közelebb lenne és lehet tudna is segiteni az összeállításba.
Szia! Igazán sajnálom eseted, és az jó hogy kedved töretlen! A szerszámacélban edzéskor repedések keletkeznek azért nem jó. A C45 nemesíthető elég szilárd anyag de nem lesz túl kemény edzés után. Túlhajtani az edzést ennél nem szabad mert megrepedhet. A Cr Mo 100 ig betétben edzhető , igen keményet ad de csak 2mm rétegben (az enyém ilyen de nincs szétvágva mert ez nem nagyon rúgózik) A Cr Mo 125- Cr Mo 240 ig az nemesíthető , kicsit rúgózó de ezt se szabad túl edzeni.
20mm falvastagsággal ki kell bírnia a terhelést ha nem vágod félbe, de ha nem sajnálod az anyagot akkor biztosan nyugodtabban alszol.
(a táblázatot régi könyvből néztem -1965-, remélem érvényes még)
Eleinte noszogatnom kellet , mert csak 20fok esése van az anyagtárolónak, ami a szemes terménynek elégséges hogy, magától belecsússzon a garatba . A gyalu forgács pedig könnyű, s igy egymásba kapaszkodva megakad. Ezért elkél neki egy kis segitség. De gondolom ugyanez előfordulna 50 fokos lejtésnél is.
Bivaj erős lehet a géped ha, a 2,2 cm vastagfalú csövet hosszában repesztette el. Van egy pár fotóm egy itteni brikettálógépről amit sajna nemhasználnak. Ezen kb 5 cm vastag a kinyomócső fala. Ezeket én fényképeztem. Ha látsz rajat magadnak valami hasznosat , akkor az jó.
Szerinted milyen motor lenne jó erre a céra? Még amugy nincsen meg csak egy ilyent tudnák most. Ja és nem tudod hány amper kell egy ilyen motornak, mert nekem ami rendelkezésre állna az egyik helyen 2*16amperos és 1*10amperos biztosíték a másik helyen 3*25amperos biztosíték van.
Szevasz Norisz! Ledaráltam a gyaluforgácsot és a szavaiddal élve ,, ette mint a rosseb" . 3 kg/ 50 mp. Szerintem elég jó eredmény, ahoz képest hogy, a garat 15x 10cm. Zsozé
Írod hogy kb. 3 hete voltak nálad a balaton környékéről. Megkérdezhetem te helyileg hol laksz? Ha esetleg valahol a közelben, akkor én is szivesen elmennék hozzád a gépedet megnézni.
negyven forint? Ez komoly? Ja és megérkezett a posta! Szombaton felrakom a V20-at aztán megnézem! Négyzetesbe? Hát én inkább (ha már egyszer erről sok infód van), maradnék a hengernél, de te tudod!
Jó 3 hete lehet , voltak nálam a Balaton környékéről és arra panaszkodtak fűrészporral nem működik , be se megy a csőbe az anyag , meg az utolsó menetbe beszorul. De apróbb és csúszósabb jellegű anyaggal lehet hogy jó.
Foglalkoztál már vele hogy mennyiért csinálnál egy csigás gépet?Amit találtam képeket a csigárol és a présfejről a bangladeshi szerinted müködö képes lehet?Mindennek megvan a mérete mm ben.
Kösz az észrevételt! Csodálkozom azon eddig nemigen tűnt fel hogy a kétirányú működés termelékenyebb az egyirányútól! Most videót nem tudok feltenni mert a gépen dolgozok, a kísérleti szintről a profi szintre akarom hozni, a lendkerekes gép paraméterei közelébe. Számba jöhet M.O.-on való gyártása üzemi szinten ha lesz rá érdeklődő. Ha üzembe állítom teszek fel videót.
A dugattyúrúddal pedig ne spórolj nyugodtan tehetsz 50-est , az nem sok felületet vesz el , viszont erőtanilag dupla a 40-hez képest, a vázhoz pedig a legkevesebb anyag kell, mert a felépítés öntartó.
" Az utolsó egyenes menet felépíti a nyomást a kúp meg elossza lejjebb is és így tovább a legkissebb keresztmetszetig. Szerintem ennyi a lényeg!"
Ha csigás géppel akarnak foglalkozni azt figyelembe kell venni hogy a csiga nem úgy működik mint egy dugattyú! Már számtalanszor leírtam a csiga átrendezi az anyag struktúráját, szemcsemódosítást csinál, kicsalja az anyagból a lignint, ezáltal kisebb nyomással is jobban kötött brikettet készít mint a dugattyús gép. Azt viszont végképp nem könnyű biztosítani hogy a csiga órákon át rendületlenül végezze feladatát.
A moci negyven forint,ékszíjtárcsa kető a méhtelepen,önbeállós csapágyak egy ötös,vasanyag volt itthon.Egyelőre ennyi.Úgy gondolom ha még ennyit rászánok,akkor röpülni fog.Azon gondolkodok erősen,hogy inkább egy négyszögbe préselem az anyagot,hátha nem lesz olyan macerás mintha a csövet réselném belülről
Igaz! Tényleg, neked van már motorod hozzá? Én lehet próbának traktor, kardán kihajtásról próbálom, van egy 900-as fűrészlapot hajtó körfűrészünk, azon van hajtómű (4 pályás)ékszíjtárcsával ráakasztom aztán go.
Ezt akarjuk megcsinálni! De hol a manóban találtál pont ilyet? Valójában kell még egy adagoló cső, 2 csapágy, egy tengely, két ékszíjtárcsa, egy 7 kW körüli motor, ékszíj, váz, és egy gúla alakú garat, ja és fűrészpor. A lényeg a csigus+cső(vek) kapcsolata, a többit meg túl kell méretezni. Dióhéjban ennyi!
Ismét érdeklődnék töletek. Találtam bangladeshi csigát meg a hozzá tartozó présfejet mm pontos méretekkel A keresztmetszettel. Az érdekelne probálta-e valaki közületek azt megcsinálni?
Üdv! Köszi a képet. Ez működő gépé? Ha az akkor kész az extruderes gép. Szinte u.a. mind az én utolsó rajzom (3D + rajz metszetben is), csak nagyobb a nyílás, és rövidebb a csiga kúpos része. Ez honnan való?
Szevasz Attila! Holnap készitehetek neked részletesebb képet , amit inkább elkűldök neked emailen kerasztűl hogy , azt jobban kitud magadnak nagyitani. Vagy esetleg az eddig látott képeket elkűldöm neked most, és azt jobban nagyithatod. Zsozé
Szerintem ez a lényege, hogy nem préseli izomból a falnak, a kúpnál ezt megpróbálja elosztani teljes k.metszeten. Ha tévedek akkor bocsánat. Mint már írtam egzakt a téma, tehát nincs rá pontos fizikai elmélet. Ezek csak feltevések, és spekulációk, amik lehet ,hogy jó irányba viszik a dolgot, de lehet pont rossz irányba. Szerintem eleget fizikáztunk, és győzködtük egymást, a lényeg hogy már vannak közeli megoldások. Különben rabolt felrakot egy képet, ahol pont az látszik amit mondtam. Más rész ha az működő gépé, akkor kész, már csak a jó öreg rajz kell, méretekkel, és egy kis szerencsével.
Figyelj Norisz. Egyenlőre ilyen nagyságú forgácsot sikerűlt keritenem. Amit én igen aprónak találok és szerintem biztosan vinni fogja. Nálad milyen nagyságuú forgács található. Esetleg ha a tieid nagyobbak , akkor holnap kézi gyaluval legyalulok egy táskára valót.
Üdv! Ezért írtam, hogy jobb ha az egyenes(vagy hengeres rész) rész belelóg a zárt csőbe (te ugyanezt mondtad most). A subleres megoldást viszont teljesen elvetem, mert ott nem fog "kilőni" (a furaton kimegy és kész) , más részt én nem fogom azt nyitogatni, mert akkor mindig ott kell állnom mellette, és nyitni zárni. A másik, hogy nem kétféle nyomás (itt a mechanikus szóra értem) az ha az egyik kúp a másik meg henger (a keresztmetszet a lényeg). Kúposon is működik a nyomás (Sőt jobb mert homlok felületen szinte teljes keresztmetszetben nyom, mivel itt kissebb átmérőn is történik mozgás a felületen), ezért nem lehet akkora hézag (rajzi 2 pont). Az utolsó egyenes menet felépíti a nyomást a kúp meg elossza lejjebb is és így tovább a legkissebb keresztmetszetig. Szerintem ennyi a lényeg!
Azt szeretném kérni, hogy a kalapácsos résziröl nem lehetne jobb, jobban nagyitható képet feltenni, daráloval és brikettáloval kinlodom egy éve kisebb nagyobb sikerrel, de azért vannak jó megoldások itt!!csak figyelem a forumozokat, csak azt nem tudom, hogy az én gépem összedarélja a fat, utána az elégetés, brikett formában nem lehetséges, rengeteg fürészporom van, darálékom, de nem haladok előre
Szerintem fog menni a forgács is csak nagyobb rostával! Ez a gép is valami hasonlóan működik! http://www.youtube.com/watch?v=Rkt9JjCvlHs&feature=related
Durvább faforgácsot( gyaluforgács) nem próbáltál darálni?
Próbáld meg a kedvemért, mert kíváncsi lennék rá mit csinál vele!
A leghatékonyabb és a legtermelékenyebb a fűrészpor a brikettáló gépben és ha lehetne olyan finomra őrölni a gyaluforgácsot ilyen darálóval akkor én is csinálnék egyet! A motorod mekkora rajta?
A nyomás ezeknél a gépeknél mechanikusan működik, a csiga utolsó menete(élszalaga) számít mert ezzel történik a tömörítés. - ( ha a csiga nem kúpol)
Te amit nyomásnak gondolsz (mint ahogy a műanyagos gépeknél történik) itt olyan nincs. - ( visszaáramlás meg ilyenek, - ott nem a csiga élszalaga kúpol hanem a magátmérőt növelik, és ezzel fokozzák a nyomást a térben.) - de ez egy másik történet.
A brikettáláskor is keletkeznek gázok, de azok jobb ha távoznak is a csiga elején lévő kúpolás következtében készített lukon - (a brikettben).
Van amikor még ez is kevés!
És ahogy elmélkedtem, a kupolásnak a csigán semmi mechanikus szerepet nem találtam, ha csak ezért nem, hogy a gázok hátrafelé is könnyen
kitudjanak terjeszkedni ha túlságosan megnőne a nyomás (gáznyomás). - ez csak az én elméletem. ( Ha valakinek más ötlete van rá, ossza meg.)
De ha ez az elmélet működik akkor a garatot súbelesre kell tervezned, hogy a darálékot ne lője ki a gáz a garatból amikor terjeszkedne.
Azt is leírták már elég sokan, hogy a csiga utolsó menetének kell keménynek és kopásállónak lenni-e, mert nagy mértékű mechanikai surlódó hatásnak szinte csak ez a rész van kitéve, a többi csak behordó rész simán csak szegmensekből is elég volna elkészíteni. - ( ez is csak akkor érvényes ha a csiga nem kúpol )
A szűkítő elég kényes dolog, mert ha betömörödik az anyag akkor lehet vésni, de ha a fej után csinálod a fojtást, akkor ha betömörödik csak leszereled a fejről és kinyomatod az anyagot! - (ez már nem elmélet hanem tapasztalat!)
Az előző hozzászólásomban még elfelejtettem megemliteni István37 -et is, mert ő is hasznos tagja volt a topik elején, akinek a 3 brikettálógépe közzül a csigás gépe lett sikeresebb, csak kellő képen nemfigyelték meg a csigásgép készitők. Pedig az nagyon is működő gép. Kaptam is tőle brikettet, abból a csigásgépből. Ami nagyon meggyőző. Zsozé
Szevasz Traktoros Feri! A gépemen nemsikerült megvalósitani az automatikus betöltést, mivel leáltam a gép további épitésséről. A terv, többek között, hasonló volt mint a norisz gépe, csak az előtömörités felülről lett volna , amibe oldalról egy csiga hordta volna be az anyagot. Az ok amiért nem épitem tovább a gépet, az pénzügy. Egyenlőre szalmabrikett eladással foglalkozom, amiből majd kiderűl hogy, meg e éri nekem egy jó brikettálógép megépitése , vagy vásárlássa. Egyenlőre kicsi a vevőkör, de alakul. De a cél, amit e topik nyitással elakartam érni, az megvalósult. Példa erre Norisz gépe , d imi alakulóban lévő gépe, és nemutolsó sorban Brikigép gépei, amik már a topik megnyitássa előtt készen voltak, de egy pár információ neki is segitségére lett a topikból. Sikerűlt összehozni egy pár ügyeskezű embert, akik nem titkolják terveiket és segitik a barkácsoló társaikat. Ezúton is köszönöm nekik! Zsozé
Brkigép A gépedről tudnál feltenni videót munka közben, hogy milyen gyorsan dolgozik a munkahenger tudom hogy nagy kérés mert félted mintha a gyereked lenne de akkor legyen össze hasonlítási alapunk Norisz gépéhez képest egy két irányú munkahengeres gépről még semmi ilyesmit nem láttam! Viszont én is ilyesmiben gondolkozom mert sokkal termelékenyebbnek találom, illetve minek járjon a motor üresen feleslegesen! Már én is dolgozok a terveken és belekezdtem az elemek begyűjtésébe már van három szivattyúm, a munkahengerhez pedig megveszem a külső csőrészt és a belső szárrészt! 30-40mm-es szárra gondoltam, hogy minél nagyobb legyen a hasznos rész a külső pedig 140-160mm Aztán magam állítom össze+ esztergályos munka :D és 140-160 bár a traktorok fogaskerék szivattyúi ilyen nyomásra képesek A vázhoz pedig kellő vas menyiséggel rendelkezem!
Elpostázom,meg egy pendriveot és jpeg be átformázod.A többiek ha igénylik egy új topikban egyesével felrakjuk.Írj egy emailt a címeddel és neveddel és küldöm!Egyébként hol laksz?
Egy két fájlt erre küldj: gocan01@citromail.hu Megnézném milyenek a fájlok (par, asm, dft , stb.), meg a Solid Edge verzió szám is érdekel, mert nekem V17 van fennt, de tudok felrakni V20-at is. Ha 20-as azt nem olvassa 17. Ebben az esetben telepítés van.
Üdv! A motor az kicsi bármelyiket is akarod. 7-10 kW között jó az extrudereshez. Ami egyszerűbb szerkezetileg, de bonyolult technológiailag. A rajz kérése az nem egyszerű, mert igazából nincs itt még olyan, ami jó. Én is azt keresem ezerrel. Ha vissza nézed a hozzászólásokat ott találsz vázlatokat ötleteket.
A szorító már működik, be van kötve és egy nyomáskapcsoló szelep oldja fel, ha eléri a fődugattyú a megfelelő nyomást!
Külön felfele nem kell megjáratni, mert az elektromos szelep ha nincs behúzva akkor átengedi az olajat visszafelé! Képzelj el egy nagyon erős rugós szorítót, ez majdnem ugyanojan csak ez vezérelve van és mindíg egyforma keménységű a végtermék!
Holnap csőrövidítés meg dupla szíjtárcsa felrakása 200bar üzemi nyomás és újból próbaüzem!
Mostmár csak 100mm környékére tervezem lerövidíteni a préscsövet!
Nem baj, ha belerajzoltál! Egymástól tanulunk legalább. Értem amire gondoltál, de ebben a formában ez kicsit elhamarkodott szerintem. 1. ponttól kúpos, ami nem véletlen (annak a zárt térben van a helye). 2. pontnál meg nagy a hézag ezért (látszik 3. pontnál is már nagy, de nem sok), elveszít a nyomásból, mert ott már allig van menet, ami meg csak kúpos ( ezért kevés anyagot szállít). Lassan kifolyik a száján. Ez aztán nem biztos ez csak az én véleményem. Én a nyílást fogom szélesíteni a kúpig és egy vagy fél menet az egyenesből még benn lesz.De köszönöm a hozzászólást.
Bocs, hogy belekontárkodtam a rajzodba de szerintem így jobb lenne, mint ahogy már többen is ajánlották neked.
A fojtást én kipróbáltam szűkítővel, bemetszett csővel egyiksem volt tökéletes.
Most a brikigép féle szorító pofással kísérletezem és hosszú hűtőcsővel. Mert amikor a brikett (csak szalmával próbáltam) kijön a fejből még tágul 1-2mm és a hirtelen tágulás miatt berepedezik és szétesik, ezért kell egy hosszabb hűtőcső, hogy legyen ideje visszahülni! - gondolom , hogy a gyáriakon sem dísznek van rajta.
A képen a Vietnámi gép csigaja a meghajtást sem közvetlenűl a motrtól kapja, hanem egy hajtőmű közbeiktatásával! És ők a garat kialakítását sem közvetlenül, hanem egy súbel segítségével oldották meg.
Gondolom valami ilyesmi féle gépről veszed az mintát?
Én még új vagyok közötetek,de szeretnék egy csigás gépet csinálni. Azután érdeklődnék hogy valakinek nincs-e véletlen egy méretezett csiga rajza méretekkel mert nem igazán tudom eldönteni milyen lenne jó. Brikigép gépeit láttam nagyon tetszenek, ezután is érdeklödnék hogy esetleg rendelésre nem csinálna-e egyet? A másik kérdésem van egy 380v 2kw-os motorom fel tudom-e használni vagy ez kicsi? Elöre is köszönöm a válaszaitokat.
aha. csiga - elotomorito - pres. jol elbonyolitottak. mondjuk ertheto, nem akarjak hogy potyara menjen a nagy henger.
ugy latszik minden amihez mechanika kell, az bonyolult es kerulendo. inkabb ez a sokfele elotomorito.
pl Te is tettel durva hengert ra, hogy ne nyomja vissza. nem lehetett volna inkabb valami reteszelo megoldast csinalni? bemegy, magarahuzza a zarat. amikor a fohenger jon vissza, akkor az nyitja a kilincset.
Most már fűtöm a csövet, de fűtetlenül is tudta nyomni ha akarta. Tavaly tudtam szalmát is nyomni most meg valami elromlott és nem megy. Egy új csövön gondolkodok , de gyárit még én se láttam.
brikigéptől szeretném kérdezni mivel kétirányú a dugattyúja, akkor kivonja a felületből a rúd felületét és ezt számítja hasznos felületnek? ez alapján pedig vissza a brikett átmérőre?
Szerintem ez nem kivitelezhetetlen a csigásnál sem!
Kb 50-80mm között lehet maga a tömörítőcső és utána félbe van vágva amit egy hidraulikus munkahenger működtet! /szorít és old/
Holnap szépen visszavágom az én tömörítőcsövem hosszát is 100mm-re, mivel autómata csőszorító az már be lett kötve. Így szerintem nem lesz gond a hidegindításnál sem!
Azzal szerinted jó lehet? Engem az a nagy lokker zavar. Ha az ekkora marad ott felfog gyülemleni az anyag a csőbe. Mint már írtam egy szép fűrészpor gyűrű lesz szerintem. A cső ott igaz hossz irányban hornyolt. Lehet ennek fontos szerepe lehet.
Azért, mert ott igaz vannak méretek, de nem tudom, hogy hogyan passzol a csiga a csőbe, mivel nagy lokker van a csiga és a cső közöt, amit nem igazán értek(egy idő után felkenődik a f.por és kialakít magának egy réteget a cső falon, és leszűkül, nem?). Ha jól tudom, minden extruderes gép 2 db csőből áll, az első a tápcsöve, ami x átmérő( kis hézaggal megegyezik a csiga átmérőjével), a másik a tömörítőcső, ami kis belső kúppal készül. De a csiga hogy van benne? Meddig ér a tömörítő csőbe?stb.
Tudom hogy magason van, de ha átalakítom, akkor viszont inkább elrakom oldalra, az ékszíjak feszítése miatt, így ovális furatok a zártszelvényben jók feszítésre.Szerintem, de igazából mind a motor elhelyezkedése, mind a szerkezet statikai állapota elhanyagolható enyenlőre, a lényeg a tömörítés, ami még mindig megoldatlan számomra.A gépedet próbáltad már?
miert nem alulra rakod a motort? Igy iszonyuan berezeg az egesz. Es ha alul van a motor, akkor fugg. tengely korul el tudod forgatni, igy a cso ala kerul, rovidebb lesz az egesz kutyu.
Azzal se felejts el számolni, hogy ha a géped már dolgozik és felmelegedett a préscső / ezt egy kb fél óra alatt éri el az üzemi meleget/ akkor könnyebben fog kicsúszni rajta az anyag!
De ha megállsz a termeléssel és másnap próbálod beindítani a gépet akkor nem biztos, hogy elindul a masina, mert ráhűlik az anyagra a cső!
Nagyon nehéz eltalálni a köztes állapotot!
Pl: nekem a hidraulikusnál amit leállításnál kitolt 50bar nyomáson, azt másnap csak a 150bar mozdít ki a helyéből!
Az is problémát szokott okozni ilyenkor, hogy 150-bar-ral öszzenyomja hidegen a csőbe és kb a 7-8 adik tolásra már beleáll es jöhet a fúrás!
Tehát minél nagyobb erővel nyomod össze a brikettet annál nagyobb lesz az ellenállásod a csőben! Ez mind a hidegindításkor van! Melegen már nincs gond vele!
Vagy szappant reszelsz a forgács közé mielőtt még megállítod a gépet és az fellazítja benne a cuccot! Ahogy Brikigép tanácsolta!
Most az én tömörítőcsövem hossza 180mm és úgy néz ki hidegen még ez is hosszúnak bizonyul és nincs benne kúpolás párhuzamosan 55mm átmérőjű.
A súlypont az tény hogy magason van, de ilyen széles lábakkal ha felborul hát boruljon, szállítani nagyon nem akarom. Különben nem olyan magas az, mert még a garat is rájön ami kicsit lejjebb viszi. De ez már csak részlet kérdés, a lényeg még mindig a cső kialakítás, ami engem nagyon érdekel.
Egy csigás gépen dolgozok! Több kevesebb sikerrel! Egy 7,5kw-os motor a meghajtó. A méreteket a vietnami masinárol szedtem le, amit a forumon is megtalálhatunk! A hétvégén meg lett a második proba üzem is (elsőre kisebb motrot használtam 2kw, naná h beszorult mint fába a kukac, de tapasztalatnak jo volt!)! Második proba üzemnél fenyőfa fürészport használtam először simán, amit kétszer véstem ki hiltivel a csőböl! Másodszorra levágtam a cső szájábol kb 7cm s az eredmény tök király lett! Egy kö kemény szirárd brikett darab kb 30cm! Ezután probáltam vegyiteni darált szalmával, s az egész már nem ált össze, több mint valószinű h igy meg már rövid a cső hossza és nincs akkora surlodása.....! Majd végül annyira jutottam h letörtem a csiga utolso szelvényét! YES! Ugy h jöhet a kemény heggesztés! Egyenlőre ez a helyzetem! Valakit bármi érdekel szivesen segitek, tapasztalatok stb!
Hidraulikus vezérléssel működött a szorító a csigás gépen. Úgy-ahogy funkcionált is annak ellenére hogy nem volt fűtése, viszont a brikett felülete rücskös lett és leszereltem. Most az a kicsi hidraulikus tápegység az automata gépet szolgálja.
Mikor látod hogy tágítani kellene, odanyúlsz és már az orrod előtt durrant is. Ha túl hamar tágítasz akkor meg elkezd eszetlenül fellazulni , és már szoríthatod két kézzel , egy jó darabig csak szalad ki a nyersanyag.
Nézd meg a csigáját! Megállíthatod a képet mikor szétszedi.
A se nem folyós se nem szilárd anyag a csiga végénél kissé" folyóssá" válik és kör formából négyszögbe megy. Ezért művész a csiga ha valaki ért a fizikához ezt vezesse le . Én atomfizikus fiút bíztam meg a feladattal, de a dolog még függőben van.
Még mindig nem értem minek akarod beledugni az egész csigát a préscsőbe?Látom,hogy van egy kitörés a csövön,gondolom ott menne bele az anyag.Szerintem a hengeres részt hagyd kívül és majd az felett lesz a garat.
Szerintem! Az oldalankénti 1 mm-es hézag bőven elég, ha hátra tud dolgozni a rendszer akkor a hasznos nyomásból veszítek rossz hatásfoka lesz. De nem biztos ez csak feltételezés.A fékezést a kimenő cső prizmába vezetése és súlyozása megoldja. A prizma fölé teszek egy kereket ami súlyozva van és kész a fék, ami még szabályozható is lesz a súlyokkal.
Belelógatom? Hát ha nem lógatnám bele akkor már kívül lenne a csiga. Vagy most nem értelek mire gondolsz. De mindjárt felteszek egy képet, amit most csináltam, de más kialakításba.
Szerintem nagyon belógattad a csigát a présfejbe,nincs is behordó rész!Szerintem csak a kúpos részt lógasd be és a hengeresből egy menetet.Nem baj a nagy hézag,nem nagyon akar az majd visszafelé áramolni.Gondolom azért kúpos a csiga vége,hogy legyen egy kis gyúró hatás,mint amikor a tésztát daggasszák és kell is hogy kicsit visszafelé áramoljon.Javítsatok ha tévedek!
Ugye mondtam, hogy valahol olvastam! Itt van, megtaláltam. A Hobbielektronikán is van egy brikettálógép házilag oldal. Ott olvasható az alábbi hozzászólaás.
" Kedves fórumozók!
Sokat tanultam általatok,szeretném meghálálni. Van egy ZBJ-III-as brikettálóm, ha valakit érdekel jöhet méregetni. Nem vagyok kereskedő, és egyszerűbb gépet nem tudok elképzelni.Gyertek bátran! Űdv
szilagyiir@gmail.com
A legtöbb gép erről lett koppintva... "
Próbálja meg elérni valaki Szilágyi urat, és egyeztessen vele időt, és helyet, a képeket, rajzokat meg dobja fel ide. Én az ígéretét a fórumon megtaláltam (igaz, nem a miénken, de végül-is az ugyanaz ). Üdv: OAndorka
Ez így nem valami jó kapcsolat. A cső oké hogy kúp, de ekkora hézaggal ez tuti nem jó (ezt a csiga hajtás felőli részére gondolom, átmérő 63, csiga átmérő 56mm) Így az anyag vissza felé is fog áramolni. Az átmérő maximum 58-59 mm lehet, mivel a csiga átmérője 56mm, és innen egy egyenes szakasz, egészen a kúpig. Onnan jöhet egy kúpos belsejű cső, amit változtathatsz, ha nem jó az termék minősége,a kúpos csövet meg félbe kell vágni, és szerelhetővé kell tenni,ha netán dugulás van (és imádkozni, hogy az egyenes belsejű csőbe ne legyen dugó). Szerintem így oké lenne.
Bizonyára emlékszik mindenki h a multkor kérdeztem a traktorral hajtatott brikettálásról.Nos ma kipróbáltam nagynehezen a brikett készitést,a techinikám kezdetleges abszolut próba gép de számomra is érthetetlen okból müködik a dolog,persze még nem tökéletes de kezdetnek nagyon jó.A vezértömb jó alaposan megszivatott mert elengedte a nyomást és tetem fel másikat amin nincs nyomás szabájzó de már rájöttem a másik bajára ugyhogy holnap ismét próba.A kistrakec alapjáraton hajtya a névlegesen 55l-es és 200b-os szivatyut egy váltó közbeigtatásával.Igy nyomás szabájzó nélkül használhatatlan a dolog és mások óvására mondom h nem veszéjtelen.A brikett puha de nem esik szét de ugygondolom h azis baj h nedves volt a szalma itt gondolok a viztartalomra és a véletlen ráfojt hidraulika olajra.Szoval müködik a dolog de egyáltalán nemojan egyszerü mint ahogy az ember gondolná.üdv Csaba
a fureszpor olyan, hogy minnel nagyobb a nyomas, annal kevesbe folyadek.
raadasul ha egyszer a nagy nyomastol osszeallt, akkor ugy is marad.
igy ha barmi miatt a cucc megszorul a rajzodon levo csoben, akkor a nyomas a nagyobb atmeroju reszben is megno szepen. igy aztan ott is bekemenyedik a cucc.
lehet elovenni a villaskulcsot, hiltit, kinek mi van.
egyetlen cel van: egy adott zonaban a nyomast egy szukseges savban tartani. a gyari gepeken ezt ugy csinaljak, hogy szep hosszu, tobb meteres brikett jon kifele a gepbol egy valyuban vagy mas megvezetoben hogy oldalra ne tudjon kimozdulni. es ezt egyszeruen fekezzuk. felreselt osszenyomott csovon vezetjuk at, ranyomunk sullyal egy csuszkat, kinek mi tetszik.
mint a locsolas. azzal szabalyozod a nyomast, hogy mennyire fogod be a slagot.
persze ezzel is elofordulhat, hogy kis idore tulnyomod, es bekemenyedik visszafele az egesz, de akkor csak lazitasz, es jon is. hiszen nem kell a szukulet, igy nincs is, ki tud jonni mindenkeppen.
kutyaharapás ide-vagy oda a préscsöved prutális!Nem tudom minek linkeltem be azt a bizonyos oldalt!A préscső kb 30 cm legyen belül vagy négy helyen réselve,hogy az anyag ne tudjon megfordulni,A kupolás 30cm-ren max olyan 5 mm lehet.
Igazán a Bangladesi, meg a vietnami masinának a rajzai itt vannak ezen a fórumon. Gondolom annál korrektebbet hipp-hopp úgysem találsz. Igaz, hogy ezen a fórumon ajánlotta valaki, hogy az ő gyári gépét( talán lengyel? ) lehet menni, méregetni. Mondjuk nem biztos, hogy ezen a fórumon volt, lehet, hogy a hobbielektronikán? Én mindenesetre nem értem el az embert. lehet, hogy utána kellene nézni újból? Vagy átnézni a hobbielektronikára. Elsőre talán mégis a bangladesi+a vietnami. Üdv: OAndorka
Kontinuitási egyenlet Mi esetünk "valami ilyesmi". Valójában nem tudjuk használni mivel: Tömegáram1(q1)=Tömegáram2(q2) ez ököl szabály, ez fix A1*v1*ró1=A2*v2*ró2 ez a képlet Feltételezzük hogy: ró1<ró2 mert ez a cél A1>A2 ez tény, és ott a sebesség ami ismeretlen, mivel ez bár hogy változhat, a sűrűség függvényében ami csak feltételezés, tehát megharapta a kutya a saját farkát.(persze itt a súrlódást még belese vettünk) A brikettálás lényege hogy nyomással az anyagot nagyobb sűrűségűvé tegyük (ezt mindenki tudja), ha ezt zárt térbe tesszük akkor kész (de ezzel nem lehet termelni). Ami nekünk kell az nyitott, tehát marad a fenti kép (megint farok harapás)Ezt addig félre tesz. Akkor nézzük a gép típusokat hidraulikus, excenteres itt az a baj hogy az adagolás nem biztos hogy mindig ugyanannyi, mivel elé kell tölteni az anyagot(de mennyi esik bele?), ez tény , tehát -1 pont. Extruderes itt folytonos anyag ellátásról beszélünk, és az is lesz. Megint fenti kép, képlet előre vesz, és jön a kérdés, milyen méretekkel legyen a gép, kell ekkora kúp, milyen a jó csiga kialakítás stb. Ha valaki tud egy saját kísérlete alapján egy "jó" megoldást kérem ossza meg. 2-3 alkatrész lerajzolása és megosztása nem bűn! A válaszokat előre is köszönöm!
Brikett áron vettem darált szalmát ismerősömtől hogy bekísérletezzem a gépet. Van egy picike szalmadarálóm nagyon jól működik csakhogy mindössze 18 cm a szája. Egy szárító is elkelne mert többnyire csak nedves anyag van, arra pedig sajnálom a száraz fűrészport, szénporral kellene megoldani a fűtését.
Jól látod a dolgokat. Elsősorban sokat kell kísérletezni, akár a nyersvascsiga is jó kezdésnek. Profi gépet úgyis nehéz készíteni, mert a brikett többnyire gyújtós minőségben jön ki egyrészt a nem tökéletes nyersanyag miatt, de azt is lehet használni. Nagyon egyenletes anyaggal pontos fej és csiga hőfokkal őrülten jó brikett is kijön. Csakhogy a hőfok igen gyorsan felbomlik, ennek a megtartásáért van a vezetőcső, meg a fékezőcső. Néha még ezek nélkül is szépen megy , néha meg ezekkel se. A napokban egy két méter hosszú szakaszon szalmából 0.5 méteres darab 1.3gr/ cm3 fajsúlyú volt, a tűzön meg se repedt tökéletes parazsa maradt. A többi 1.5 méter viszont csak gyújtós lett. Tudja valaki a megoldást?
Nem gépgyáros akarok lenni! Csak megpróbálni a legkevesebb ráfordítással és elpazarolt idővel létrehozni egy "jól"működő gépet minden haszonszerzési cél nélkül !!! másrészt a család döntéshozóját az apámat meggyőzni, hogy ez igen is létezik és saját alapanyag esetén megéri csinálni egyet!
Hát ennyi negatív hozzászólás után én is letettem a csigásról.A hidraulikust komplikáltnak tartom,meg drágának,ezért az alábbi fotókon láthatóból próbálok meg valami olyat csinálni,mint a brikomat,birkomat(??),amiről videó is van fent a youtube-on. Nem ígérem hogy holnap látok hozzá,de ha sikerül,adatokkal,fényképekkel segítem a fórumot.Ahogyan időm engedi.Célom egy egyszerű gép,olcsón,a ház körüli alapanyagok,brikettálása.
Köszi a választ brikigép!Úgy gondolom túl van lihegve ez a csigás masina!Szerintem nem kellenek ide komoly műszaki rajzok!Komoly anyagból legyen a csiga orra+préscső,fűteni vagy250C fokkal,meg a kijövő cuccot lehessen fékezni vagy eppen engedni a minőség érdekében.Nem egyforma soha a nedvességtartalom meg egyebek,csinálni kell nekki egy három méteres páját és azon játszadozni a szorításokkal.Az a lényeg ne maradjon a préscsőbe!!!Vagy te hogy látod?Neked már sikerült!!!!!
Oké rabolt! Most megyek, de holnap fenn leszek 18 óra körül. Megbeszéljük hogy hogyan tudod elküldeni. Én segítek te segítesz ez így korrekt. Segítségedet előre is köszönöm!
A szorítónak kicsi az olajfogyasztása, de nem nyomáshatárolója hanem vezérszekezete van. Többnyire leírtam már (jól mondta Norissz- köszi ) , ha van kedved átolvasod, sok mindent megtudhatsz. Ha nekem annak idején ennyi sok infó lepotyogott volna ma gépgyáros lennék.
Kedves norisz! Rosszul látod ezt a dolgot. Én felraknám gond nélkül, mert, ha segítenek én is segítek, ezért fórum. Különben nem állam titkokról van szó. A másik dolog az hogy szavakban beszélünk műszaki rajzokról, az olyan mintha ágyúval lőnénk verébre. Ezért is írtam még raboltnak azt ,hogy nincs kedvem barkóbázni. Ha a fórumon látnám a kész megoldást (legalább valami konkrét dolgot), akkor ezt rendes rajz ként elkészíteném aztán az viszi akinek kell. Nem csinálnék belőle üzletet, mert ez szerintem nem ez az oldal.
Valóban vaterás nagyon korrektnak tűnik(amennyit láttam belőle).Igazából nem a brikettálóért vettem meg,három dolgot vettem azt belealkudtam.Én csigásat építek,de ha jpeg-be berakod az jó lehet(ki tudja) csak nézegetni kelljen,nem vagyok egy számítógép zseni.Ha átrakod utána bárki postán küld egy penit én szívesen átdobom és visszaküldöm.Így nem sokan mennének vele valamire.Csigásról nincs rajzom,de a tapasztalatokat megosztom,ha sikerül leméretezem nektek.Ennyit tudok ajánlani.
sztem itt a fórumon nem azért gyűltünk össze, hogy lenyúljuk a másik csodagépének terveit és hatalmas hasznot akasszunk le róla, hanem ha már bevált vmi, akkor ne pocsékoljunk rengeteg időt. úgyis az a cél hogy a gyárban készültek töredékéért csináljunk otthonra egy kisebbet. bár sajnos a mai világban nehéz elkerülni az olyan embereket, akik haszonszerzési lehetőséget sasolják mindenhol. én pl most tervezem egy ágaprító és egy brikettgép építését, mert kisebb elhanyagolt területekről vágom ki a "dzsungelt" és hát nem szeretném továbbiakban odaadni erre szakosodott embereknek az ágakat, hanem jól jönne brikettként a háztartásban
Attól függ milyen elektródával heggesztesz, van szuper kemény is de avval nehéz hegeszteni. Ilyennel sok tonna fűrészport lehet kinyomni, legalább 50 et. Közepes keménységűvel is sok tonna szénport kinyom.
A jobb gépeknél a csőben is kopóbetét van , de házi célra nem fontos.
nem küldenéd el nekem is a solidedge fájlokat? mert ahogy olvagatom a fórumot, kezdetben a csigás megoldás tűnt egyszerűbbnek, de aztán leesett, hogy az ágapríték brikettálására nem lesz a legalkalmasabb. a hidraulikai dolgok nem állnak közel hozzám, szal nekem is jól jönne a rajz, vmi ötletet meríteni belőle. előre is köszi, ha megoldható, pendrive-on hol tudnád odaadni?
Szerintem meg az a helyzet, de nem akarok nagyon beleszólni, ha valaki évekig csinálja a saját gépét, és még most sem tökéletes,de ha az is volna Ti feltennétek a megkinlódott gépetekról, vagy a csigátokról a rajzot!!??
Én tudom a választ: Nem
És ez mind azért van mert nem akarja az ember, hogy amivel évekig küzdött és esetleg jó lett valaki csak leszedi és hopp már lett neki is egy ugyanolyan!
Szerintem ez itt a helyzet!
Ez nem azt jelenti, hogy nem segít senki senkinek, hanem csak nem konkrét rajzzal szolgál! Lásd Brikigép!
Nekem kb annyit segített mintha lerarzolta volna az egész gépét, csak szavakban!
Kössünk üzletet elküldöd a fájlokat, én kifordítom amibe akarod, mert én pont Solid Edge-et, és Auto Cad-et használok. Cserébe ha csigás gépet építesz akkor teszel fel méretekkel a csiga-cső kapcsolatról valami rajzot (persze méretekkel).Ha jó neked akkor world-be vagy jpeg-be rakom. Azt még had kérdezzem meg, hogy ami rajzod van az véletlenül nem a vateráról való? Mert ott 5000 Ft-ért pont hidraulikus gép volt eladó és Solid-ba és Auto Cad fájlokba. Válaszodat előre is köszönöm!
Építem a gépemet,meg láttam egyet kettőt élőben üzem közben is.Az ötleteimet innen merítem meg szeretek barkácsolni!Itt nincs senkinek techonológiai leírása(Brikettáló házilag gondolom olvastad)Az a helyzet nem is akarom az előnyödet szolgálni én a véleményemet írom,van aki megfontolja van aki nem.Ha tervező mérnök vagy az jó,lehetsz tudsz segíteni,van egy komplett hidraulikus brikettáló rajzom lemezen Solid edge tervezőprogrammal készült.Csak az a baj vele,hogy rengeteg fájlt nem tudtam megnyitni program hiányában!De állítólag minden megvan rajta Autocad vagy mi a sz..ar.Egyepként bárkinek szivesen átdobom pendrive-ra ha valakit érdekel.
A brikett szorítást ugyan azzal a rendszerrel oldod meg csak egy külön nyomáshatárolóval? annak milyen nyomása kell?milyen hosszú a fő nyomó munkahengered és akkor ez a hossz elvileg ketté oszlik igaz?Te csináltad?karmantyús vagy kompresszió gyűrűs? Tom, hogy sokat kérdezek de csak így lehet sokat megtudni :D Előre is köszönöm!!!
Kedves rabolt! Lenne egy kérdésem. Neked van géped vagy valami konkrét jó ötleted? Ha van azt megoszthatnád, mert mindig van valami véleményed, hozzászólásod. Én még a fórumra szívesen felmodellezek pár darab csiga-cső kapcsolatot (tervezőmérnök vagyok), de ha csak barkóbázunk akkor annak nem veszem előnyét. A brikettálás azért okoz gondot, mert a technológia elég egzakt. Elég nehéz számolni olyan anyaggal ami nem igazán "szilárd" de nem is "folyadék" hanem valami köztes dolog (nem tudok rá áramlástani tételeket sajnos). Tehát ha van valakinek valami (már párszor írtam ezt) méretekkel ellátott rajza a csiga és a tömörítő részről azt felrakhatná. Előre is köszönöm!
Igen, 3 menetet, de volt már olyan is úgy elkopott a csiga hogy 1 menet maradt benn ,és fűrészport mégis nyomott, de a szálító menet vastagabb volt mint a nyomó.
A változatos anyagokra legcélszerűbb a hidraulikus automata. Villanymotorral kell hajtani mert az olcsóbb meg egyszerűbb is. Az 56 liter/perc képeségű pumpának viszont igen komoly motor kell, akár 18kw is, és 150kg / óra teljesítése is lehet. Kezdetnek viszont ez nagy gép, házi célra túl nagy! Az enyémnek kör a hengere csak az oldala négyszög az összefogás miatt, és kétcsövű. Ezért a vezérlés is komplikáltabb, én magam készítettem a speciális vezérszelepeket, ha gyárit tettem volna dupla mennyiségű szelep meg elektromos kapcsoló kellett volna.
Fűrészport. Amit felraktál linket, az jó, de elég érdekes, hogy csiga 56-os átmárő, és 55-ös brikett. Akkor ezen allig van kúp. Persze ha jól értelmeztem. Ja, és az még jobb hogy a menet mélyég változó, na ezt már kicsit nehezebb legyártatni.
Üdv d imi! A csigádról feltudnál tenni valami rajzot? Engem érdekelne a pontos mérete, mert mivel úgy lesz legyártatva, ezért nem örülnék ha olyanra adnék ki pénzt ami nem is lesz jó.
Üdv. A csigától ilyen kitelik, még rosszabb is! Ha jobban megnézed a youtubén vagy más képeken a csiga magja előrefelé szűkül, a menetekkel (2-3) együtt. Szóval a tömörödés megosztva történik a csigában és a csőben.Ez anyagtól függően változik, azért nehéz behangolni. A csiga végén levő csap se mindegy milyen átmérőjű és mennyire kúpos. A csiga toló része is anyagtól függő, sűrű anyagból kevesebbet, ritkábból többet kell a csőbe nyomni. A csigád magját meg tudod kúposan mélyíteni úgy hogy az osztó fejet fokban állítod, a támasztó csúcsot pedig alápakolod. Én még a menet lépését is nyújtottam, így nem szorul be a csigába,de nekem se fenékig tejfel! A nyáron nagyon szépen dolgozott fűrészporral , de préseltem vele köves szénport is és úgy elromlott a csiga hogy se fűrészport se szalmát nem tud nyomni. Már harmadszor hegesztem újra a csigát hogy a szalmából is jót kapjak. Csiga géppel csak jó idegzetűek bajlódjonak!
Fő kritérium: hogy ne legyen érzékeny az anyag minőségre, mert szert tudok tenni némi forgácsra és fűrészporra, valamint nálunk nagy mennyiségben áll elő szőlővenyige tavasszal amit még szárítanom kellesz, nyáron szalma vagy akár széna, ősszel pedig kukoricaszár! Ezeket mindenféle képen le kell takarítani a földekről ami gázolajba kerül így is úgy is! Ezt a leginkább egy hidraulikussal lehetne azt gondoltam préselni! Van egy vadonat új 32köbcm-es fogaskerék szivattyúm 56l/min folyadék szállítással 140bárt tud!(MTZ) hidromotorok csövek tartály Én arra gondoltam ha már úgy is hidraulika rendszer a csigákat hidromotorral hajtanám meg ami egy bizonyos keménységnél megállna úgy is és a nyomáshatároló leszabályozna :D az elektro hidraulikus kapcsolóktól félek kicsit azokról még nem sok mindent tudok viszont nem szeretnék naphosszat a gép mellet állni így muszáj lesz utánanéznem:D A fő munka hengered a képeken négyszög alakú nem tudom abból lett kiesztergálva a közepe? A meghajtásban még nem vok biztos mert rendelkezem egy 30Le s korszerű 4 éves traktorral ami tényleg keveset fogyaszt, vagy elektromos legyen?! Érdekelnének a Te géped tervei! Ellen juttatás fejében vagy valamilyen módon ha megkaphatnám:D
Igazából szerintem akkor lógathatsz bele három menetet ha kúpol rendesen a csiga vége,ha hengeres végig akkor az utolsó levél max.Inkáb jöjön ki a csőből lazábban a brikett és valami féle szorítással tudod az ellenálást növelni,hogy tömörödjön rendesen.
Lám még az én gépem is érdekes :) Mechanikusan hajtom meg és állandóan forog. Ebből kifolyólag adódik némi gubanc, amelyet nemsokára kijavítok de így is van olyan hatásos mint a hidraulikus betöltő.
Brikigép Érdekelne: az előtömörítő csigát hidraulikusan hajtod vagy mechanikusan? állandóan mennek vagy csak töltéskor, illetve ha hidraulikusan akkor egy külön rendszer hajtja?
Sziasztok!Olyan csigát honnan lehet szerezni a brikettáló géphez?Én olyat szeretnék csinálni mint D imi 'kollégánk' csinált.Szerintem ez a legegyszerűbb és olcsóbb mint a többi.SZERINTEM.Amúgy lehet hogy vennék is olyan csigát a géphez igy csak azt kell megvennem semmi mást.A válaszokat nagyon várom Üdv Márk UI:Csongrád megyében lakik-e valaki?
Gratulálok én is, viszont ilyen gyönyörű pumpának az erejét nem kellene elpazarolni! Hátramenetben símán kidobtál az ablakon 3 másodpercet ( lásd az 1729-es hozzászólásom), a betöltésnél legalább 2-őt! Ilyen összetett gépnél minden másodperc drága.
Valóban rosszul fogalmaztam!Az öböl stimmel,tényleg az oldalával is szedi,tisztára körbe veszi a szalmadarálék.Maga a CSIGA behordó része volt vagy 90-100mm átmérőjű,és hatszög alakú brikettet nyomott.A brikett párhuzamos oldalpárjai egymástól 55mm.
nem biztos hogy jol kepzelem el a leirasod alapjan, de en ugy gondolom, hogy a bemenetnel egyszeruen egy nagy obol van, korben a csiga korul luk. igy az oldalaval is kapja el az uj anyagot, a laza friss cucc egyszeruen korbeveszi.
Hát srácok az szerintem kurva drága,főleg első próbára,arról nem is beszélve,hogy a csigás gépek3x1.5KW-os fűtéssel vannak szerelve.Félek hogy 3Kilowatt nem tudná ideális hőfokon tartani a présfejet.Egy kérdés:amit láttam csigás gépet a csiga behordó része volt vagy 90-100mm átmérőjű,pedig 55-ös brikettet nyomot!Menetemelkedés a garatnál olyan 40-45mm volt.Gondolom a termelékenység miatt volt olyan nagy átmérő az elején,hogy normálisan tudjon a csigavölgy telítődni és a 11KW-os villanymoci+a 3x1.5KW fűtés ne menjen potyára!!De hogy hozzák össze olyan 60-ra,ha feltételezzük,hogy a préscső még 5mm kúpol??????Hajrá
Szevasz Norisz. Gratulálok a gépedhez! Szeretném megkérdezni hogy, a gépeddel tudnál e szalmát is brikettálni, vagy a közeljövőben, ezt is kipróbálni? Mennyi kilót tudsz előálitani, egy óra alatt?
Előre tömöríteni nem kell,a csiga a garatba szerintem luxus és nincs értelme!Inkább egy fasza garat aminek vannak függőleges oldala,ha mégis felakadna a cucc inkább egy lassú fordulatú rotátor a garat oldalára!
Sajnos műszaki rajzal nem tudok szolgálni,egyszerűen azért mert nincs.Ne komplikáljátok a dolgotagyon.Én úgy kezdtem hogy szereztem egy fél méteres 55mm es belvilágú csövet,ehhez megcsináltam a képen látható csigát(1901hsz)ami 53mm átmérőjü.540/50 mm három pájás szijjtárcsa.
A cső végét két oldalt bevágtam hogy tudjam variálni az átmérőt egy szoritóval.Az igaz,hogy ezer x levágtam majd vissza hegesztettem a csövet,mert nem találtam el a megfelelő keménységet de minden a csiga kialakitásátol függ.A fórumon még két egyforma csigával nem találoztam.
a brikettalo gepnel az extruderrel szemben nem tortenik a csigan magan kompresszio.
azert, mert a brikettalasnal a kompresszio merteke nagyon kritikus. egyreszt szuk savban lesz csak jo a cucc, masreszt ez a sav az alapanyagtol, annak minosegetol, szemcsenagysagatol, nedvessegtartalmatol meg minden szir szartol fugg.
ezert a kompresszio allithato kell legyen.
nem tudsz allithato menetemelkedesu csigat csinalni. allithato arokmelysegut sem allithato kupossagut sem.
ezert a csiga semmi mast nem csinal, csak tolja az anyagot egy csobe. amibol nem engedjuk kijonni, ezert abban szepen osszetomorodik.
azt, hogy mennyire gatoljuk a kijovesben, es ezaltal mennyire tomorodik meg frankon lehet allitani azzal, hogy a hurkatoltobol kijovo kolbaszt valami modon fekezzuk. reselt cso osszeszoritasaval, a kijovo rudra rakott sulyokkal, kinek mi tetszik.
Hello! Oké tényleg nem változik a menetemelkedés. Rosszul emlékeztem. De akkor ha én 55 mm-es átmérőjű brikettet akarok akkor mekkora átmérőjű legyen a csiga?
Mondjuk a csiga És préscső kapcsolatára én is kíváncsi lennék (robis71 remélem vetted a lapot)!Egy skiccet nyomhatnál.Gocan a rajzod nem hiszen hogy megállná a helyét,a menetemelkedést nem csökkentheted a vége felé,sőt!Megállna benne a mutatvány és nem csinálna semmit.Egy 30cm-es préscső legfeljebb 5mm kúpolhat,de robis meg tudja erősíteni vagy cáfolni az állításokat.
Hello! Látom te jó úton haladsz a brikett készítéssel.Gratula! A segítségedet kérném. Tudnál méretekkel ellátott rajzokat küldeni, vagy ide feltölteni, hogy a csiga és a tömörítő henger milyen kapcsolatban van egymással (itt az átmérőkre és egyéb geometriai méretekre vagyok kiváncsi). Raktam fel egy vázlatot, valami ilyesmi a tiéd? Mert én nem tudom milyen méretekkel működne a dolog jól. Válaszodat előre is köszönöm!
Sziasztok! Ezt szemléltetés céljából rajzoltam, hogy a kérdésem érthető legyen. Szóval változó menetemelkedésű csiga kell?Szerintem igen mert a csigavégén feltorlódik az anyag tehát megnő a nyomás. A hengervégnek fűthetőnek kell lennie? Az is biztos. De most jön ami nem tiszta. Változó átmérőnek kell lenni a cső hüvelynek? Ha igen akkor ebben a felállásban kell lennie? Tehát a csiga vége bele lóg a kúpos részbe? És az utolsó kérdés mekkora kúposság kell ha a kimenő átmérő 55 mm?
Sziasztok! Most szeretnék neki állni egy brikettgép készítésének. Rengeteg videót és egyéb dolgot néztem végig, de ezekből nem lehet gépet csinálni. Pontos létező jól működő gép rajzai nélkül lehetetlen. A véleményem a gépekről, az hogy a hidraulikus elég bonyolult, költséges és nem stabil (ezt ne vegye a szívére akinek ilyen van, de ez igaz), az excenteres baromi jó, de mivel óriási nyomás kell (2000kg/cm2 ezzel lenne tökéletes) ezért nem lehet csak egy apró lenkerékkel ezt elő állítani (plusz egy betyáros moci), tehát ez is kicsit drága, de stabil (ha erről van dok. az is jó lenne). A következő gép típus az extrudercsigás gép, na ez már kicsit egyszerűbb, de itt a csiga beszerzése okoz gondot és maga a tömörítés technológiája. Ha valakinek van használható infója kérem írjon. A válaszokat előre is köszönöm!
Most belezek egy régi villanytűzhelyet,abban talán van valami használható termosztát,vagy valami használható.A fűtőpaplanról már énis olvastam,arra gomdoltam h. megpróbálok samotból kiönteni egy megfelelő méretű csövet amibenn benne van a cekasz és az egészet ráhúznám a présfejre.A felajánlást köszönöm de,a "drótos" haverok ellátnak alkatrésszel.
Képet már tettem fel(1901hsz),a menetemelkedés 30-35mm között változik.A csigát a bangladesi ill. istvan37 képei alapján csináltam.
Egyébbként Szegedtől nem messze lakom csak épp a határ túlloldalán:).
Szép napot mindenkinek .Én az felől szeretnék érdeklődni hogy a csigás présnek mennyi fordulat kell a csigának hogy teljesitménye legyen . A tanácsokat előre is köszi.
Én is csigáson dolgozom,de még messze állok a próbától!Fűtés nélkül ilyet nyomni nagyon jó teljesítmény!Szerintem ha fűtenéd olyan 250-300C_fokkal fasza lenne.Mondjuk kellene egy egy ekkora hőmérsékletet szabályzó termosztát amivel egy mágneskapcsolót tudnál vezérelni,és faszán tartaná az ideális hőfokot.Volt már előttünk egy versenyző aki fűtőpaplant szerelt a préscsőre,akkor kérdeztem is tőle,hogy honnét lehet ilyet szerezni,de azóta se érkezett válasz rá.Kúpos a csigád a masinában,menetemelkedésed?Esetleg egy két képet dobhatnál föl.Ha kell esetleg fasza mágneskapcsoló és állod a postát küldök szívesen ingyen,vagy ha elakadsz a bekötéseken írj nyugodtan,ezt a részét vágom.Te merre felé nyomod?grabolt@t-emai.hu
Kösz a gratulációt.A brikett átmérője 55mm,a csövet nem fűtöm mert nem tudom hogyan oldjam meg.Valami elektromos fűtésre gondoltam de nemigazán tudom hogyan tekerjem rá a kinyomó csőre a fűtőszálat.Valami ötlet?!
Sziasztok! Ezek a cuccok egy targoncából származnak. ( Made in DDR ) Norissz! Mi az az elektromos útváltó? Miből lehetne olyat kiszerelni? Akkor ezzel a vezérléssel ne is próbálkozzak?
Megválnék elektromos/24V/ hidraulika osztótól, csere is érdekel 80-90mm átmérőjű behordócsigát keresek nem brikettálónak hanem pelletégőt szeretnék házilag csinálni. és van még 6db 220v hidraulika mágnesszelep DDR gyártmányú.
Rossz a számolásod. Egy bár =( 1 atmoszféra) 1 négyzetcentiméteren 1 kg tömeg. A 15x15 cm felület:225 négyzetcentiméter. 10 tonna az 10.000.-kg 10.000/225=44 bár. Hát ezt a nyomást még legalább 20-szorozni kellene. Üdv OAndorka
Szia halaloszto! lehet, h elszámoltam, de nekem a 15cm x 15cm-es felületre, ha 10T-val nyomom 4360bar jött ki.. mennyivel préselik a "gyári brikettet"?
Volt olyan kitolás, hogy 10bar kitolta a brikettnek nem nevezhető valamit, annyira fellazult! Annyira sikerült a gépet összehangolni, hogy üresjáratban, forgács nélkül 3 és 5bar között áll a digitális nyomásmérő óra!
Tegnap dél körül fejembe vettem, hogy keresek egy nagyobb mocit!
Felhívtam egy két pajtit oszt fél 5-re már haza is értem a motorral!
11kw-os 2900-as fordulatú és én saját meglepetésemre elindul 16 amperról terhelés alatt is.
Ezt is meg tudtam fingatni 190bar csillagban állóra fékezte, de a bizti még nem ment le akkor sem, csak a szomszéd jött át, hogy nálunk is baj van a villannyal mert náluk neha-néha elhalványul az izzó!:)) Ilyenkor volt tömörítés!
Csak hogy ne legyen minden jó, most az elősürítő dugattyúmat tolja meg visszafelé a brikettálódugattyú! Fél napot azzal szarakodtam, hogy valahogy megoldjam, hogy ne tudja visszatolni.
Erre átjön a szomszéd, és talál a satupadomon egy visszacsapószelepet és nem is akármilyet!
Egy irányba átengedi az olajat, a másik irányba pedig csak akkor, ha nyomást kap a hátramenetért felelős szeleptől! Azthiszem a targoncákon, meg a darukon is ilyen biztonsági szelep van! Asszem zuhanásgátló szelepnek is nevezik!
A munkahengereim gyári újak, a szivattyúm megint, a szelepek használtak, de jók!
Majd ha meglátod a videón nem hiszed el, hogy ezt egy hülye asztalos csinálta! Most a volt századparancsnokomtól idéztem! Ja ez a két utolsó mondat nem neked szólt Vajk!
A hidraulika nagyon vicces dolog. Egy rossz bekötés, agy nem oda való szűkítés, egy rosszul beállított nyomáshatároló szelep tönkre tudja vágni az egészet. Egy áteresztő munkahenger dugattyútömítés, szintén. Üdv: OAndorka
annyiban szamit, hogy a nyomas szamit. a felulet/ero. a 10T emelodhoz egy 3x3cm forma lenne meretben jo, hogy gyari kemenysegu cuccot kapj. a 15x15-os nem fog egybenmaradni egyaltalan.
Sziasztok! olvasgatom a topikot.. nagyon tetszik! érdeklődnék, hogy ha kézi birekettet szeretnék készíteni (mondjuk olajemelővel, ami 10 t-ás), akkor a forma számít-e.. mert egy 15x15ös négyzet alapú brikettre gondoltam.. vagy legyen inkább egy kb ugyan ilyen felületű kör? mondjuk a négyzet alapú sarkokon jobban morzsolódik esetleg, v nehezebben szárad, repedezik.. vagy ilyenek érdekelnének, ha van tapasztalat valakinek..
Szia! Ekkora pumpa igen tekintélyes méretű gépet tud mozgatni . Evvel kísérletezgetni az sokba kerül. Legjobb a célirányos vezérlőegység amelyet szakember készít, vagy rak össze alkalmas elemekből.
Sziasztok! Kellene egy kis segítség! Bevallom őszintén ez az első próbálkozásom hidraulikával. A 40 l/perc-es térfogatáram és a 200Bar nyomású szivattyú elég lesz a présgéphez? És van egy vezérlésem de fogalmam sincs, hogy hogy kell bekötni.Sajnos nem tudok róla képet felrakni, mert azt írja "a bácsi a dobozban", hogy túl nagy a mérete.
A cső belseje jobb lenne köszörülve, de ha már ilyen akkor segíthetsz a kitolásnak ha fél kiló száraz reszelt szappant bekeversz egy hordó fűrészporba és csak avval dolgozol addig míg megjáródik a csöved. Gondolom ennyi macera megéri mint hogy a villanykaróra szaladj amperért.
A cső belsejét lehet egy gyors fordulatos csiszológéppel javítani ha dörzspapír korongot teszel bele.
Gyenge a motor,de ma szert tettem egy 11kw-ra amit kipróbáltam és elindul csillagban 16 amperről! Meglepődtem de elindult!
Az olajam nekem is 46-os.
Viszont a préscső belseje nem teljesen sima, lehet ez fogja meg a brikettet azért nem tolja ki! Pontos mért adat csillagban 85bar-t tud a moci, deltában 125bar-t!
Biztos jó minden mechanikusan, csak kevés a nyomásom ellennyomást meg már ad a csőben maradt brikett! Csak úgy van mint neked hidegindításkor!
1/3 és 2/3 tájékán, de nem is ez a probléma. Üresjáratban csillagban is mennie kell! Én 46-os hidro olajat használok télen, fagyban is vígan megy , de induláskor a nyomáshatárolót 0 -ra teszem.
Egyáltalán megy a gép betöltés nélkül is? De mivel még a csöved nincs bejáródva, meglehet beékelődött ha tettél bele anyagot. ( vésőd van kéznél ? ::)) )
Hogy gondoltál olyasmit hogy csillagban (1/3 erő) használod a szorítót is! Vedd le a szorítónyomást, és már mikor biztonságban lökköllődik a masina ide-oda,akkor tedd rá a szorítást fokozatosan! De csillagban csak töredék szorítást használhatsz!
Gáz nekem még a csonk sincs bent az udvaron sem! Én faforgáccsal tüzelek már az egész télen ömlesztve egy adagolő adapterrel a vegyestüzelésűvel! Én terveztem és csináltam meg!
Jó dolog a nyomásmérő óra, de javaslatom a következő: A nyomáshatároló szelepen kezdj visszavenni addig, amíg el nem megy a géped, és akkor nézdd meg, hogy mit csinál. Lehet, hogy max értékre fel van állítva, és akkor tökig nyomás mellett max. szállítással állítja le a motorodat. Írtad, hogy a szivattyud 300 báros, de Neked csak 200 kell. Üdv: OAndorka
Emlékeztek még az 1950 hsz körüli vitára? Nem mondom, hogy megmondtam, de megmondtam. Amúgy deltában lényegesen erősebb. Kb annyiszorosa a leadott teljesítmény, mint ahányszorosa a felvett áram, tehát kb 1,8x . Az Y-delta kapcsolás pont erről szól: indításkor deltában a névleges ampernek a 3x-osát is felveheti a motor. Csillagban viszont a névlegesnek csak a dupláját, de persze nyomaték és teljesítmény az nyima. Üdv: OAndorka
Ha jó lesz a konstrukció, akkor lehet bemérgedek és köttetek 3x25 ampert annak már el kell bírnia a 10kw-os motort és rohad meg! Csak termeljen is annyit, hogy visszahozza a megevett energia sokszorosát!
Le is szo.....m vele magam még este fél 11-kor lent voltam a műhelybe mérgesíteni magam! Az szivatott le amitől a legkevesebbet féltem, a hidraulika ott is 1db szelep a 3-ból! De most már jó lett!
Minden működik úgy ahogy kell! A villamosságot is sikerült összehozni, igaz egy kicsit keszekusza, de majd bekötöm rendesen!
Próbára így is jó volt.
A motorom viszont, csak csillagba kötve leáll mielőtt még mielőtt kitolná a csőből a brikettet, majd holnap bekötöm a csillag/ delta kapcsolót és majd bele ugrik a majom a vízbe!
Nezd, az energiamegmaradas torvenye elegge megbizhato dolog, ha nem hiszel benne: a te dolgod. En mindenkit lebeszelek arrol, hogy (legalisan beszerzett) olajjal brikettet gyartson, mert tobbe van az uzemanyag, mint amennyit a brikett er. Ha nem hiszed, akkor jo kiserletezest! A szamolas elonye az, hogy soxor megsporol rengeteg felesleges munkat.
Heló.Én nemakarok vitázni ezen majd kipróbálom.Azért azt megnézném ahogy ezt a szivatyut hajtja a 15ló.Mikor a traktort is szemel láthatóan fogja.Nálam tapasztalat nálad számolás,ez igy jó.Amugy pár éve használom ezeket a gépeket igy tudom h a K-zetorral 1óraalatt 3liter olajat megetetni lehetetlen.Egyszerüen képtelenség.Ez a gép 50 éves max 2000et ha pörög és aszem 90kg a lendkereke.Köszönöm a h.sz.Szivatyuról vélemény?
Helló OAndorka! Most olvastam egy korábbi írásodat (1972) az excenteres brikettálóval kapcsolatban. Nézd meg ezt az oldalt, hátha választ kapsz a kérdésedre: http://brikettalo.hu/brikettalok/mechanikus-brikettalok/ Üdv. Mopezo
"meg h 30-40 loerös gép 5-6l-t eszik nos ez akkor van igy ha benzines:).Nekem az MTZ82-es 1200l-es szivatyut hajtva 6-báron 3.5litert...."
Ennek a szivattyunak a teljesitmenye kb. 15 loero. Akkor mennyit ehet egy 30 loeros gep? Igen, 5-6litert. Egy 10kW-os (13 loeros) motorral tucc orankent kb. 50 kilo brikettet gyartani. 3.5 liter gazolaj az 1000HUF, a briketted kiloja igy 20 HUF-ert van. Ennyiert pedig lehet boltban kapni. Ezert nem brikettal senki robb. motorral.
Helló mindenki.Elolvastam a fórumot elejétől a végéig.Nagyon hasznos és érdemes is mielőtt kérdezget az ember.Nos nállam szalma lenne amivel lehetne dolgozni,de 3-fázisom nincs.Viszont van egy K25-ös traktorom ami óránként nemeszik többet 1l-nél,tudom ez nem villany de ez van.Viszább olvastam már ijenröl meg h 30-40 loerös gép 5-6l-t eszik nos ez akkor van igy ha benzines:).Nekem az MTZ82-es 1200l-es szivatyut hajtva 6-báron 3.5litert evett ez 4000köbcentis.Az az elképzelésem h a K25 TLT tengejéröl hajtanám a szivatyut ugy h egy váltót megforditva lehetne betenni igy gyorsitani a fordulatán.MTZ hidraulika szvatyura gondoltam mert ez van, meg ujonan se kerül 20000ft-ba,és igenkomoj sujokat mozgat a trakec vele.A szivatyuról anyit tudtam leolvasni h 50l-körül van a szálitása,a többi adatot nemértem.Hangsujoznám én nemigen értek ehez a brikett témához,tapasztalat is nulla.Még anyit h mi a különbség az olajprés és a brikettálo közt mert a présröl nemsokmindent találtam a neten.Köszönöm.Esetleg vélemény?
szerintem még falevelet is lelehet rendesen brikettálni de csak a szárazat!A vizes az xar amúgy én már próbáltam mindkettőt és szárazon majdnem szétrepítette a bojlerünket annyira égett szóval abból is lehetne csinálni akár csigás préssel is.Amúgy az lenne a kérdésem hogy a csigás présben van-e nyomás vagy kell-e?
Azt írtad, hogy tépkedted a papírt. Próbáld meg irat megsemmisítővel ledarálni. Szerintem egyenletesebb anyagot kapnál.Én darált papírt használok gyújtósnak, egy marékkal az aprófa alá és már ég is.
egy V alakú tartály kellene és az aljába meg lenne 4 tüske amit a bütykös tengely mozgatna kis átmérőhöz nem is kellene nagy erő és folyamatosan dogozna de ahoz csak fűrészpor lenne jo , bár nekem abból sok van .szerintetek?
Hasonlóképpen gondolkodom,nem tudok én sem számolgatni,csak kitalálok valamit,és meglévő,vagy olcsón beszerezhető anyagokból megpróbálom összetákolni. Nincs is igényem ipari minőségű brikettre,csak a szemetet zömíteni nyáron,télen meg felhasználni.
Szia!Én igazából arra gondoltam hogy egy 1t-s emelőt fejre fordíteni és igy azza préselni lehet hogy keményebb lenne az anyag.A hamuból kiindulva egész jó mert pl ha mondjuk eltüzeled egymagában azt amiből csináltad a brikettet akkor télleg sok a hamu igy viszont már kevesebb.Az elsőket azt mivel daráltad le?Igaz jó lenne motorizálni de még most manuálisan kell kitapasztalni a cuccost mert most jönnek az ízlések és pofonok.Én most azzal próbálkozom hogy fűrészport keverek e brikettem közé meg falevelet.eddig meg úgycsináltam hogy sok papírt össze vagdaltam forró vízzel felengedtem egy kicsi vödörbe és kicsi robotgéppel a turmixával öszet turmixáltam.ez is jól ég ahhoz képest hogy simán a papírból mennyi hamu megmarad.Szerintem jó lesz ez így.Mivel hogy én még iskolás vagyok így nekem nyáron lesz időm ezeket csinálni és nagyonsok alapanyagot is tudok szerezni szinte teljesen ingyen.Én Csongrád megyében vagyok szóval elég messze vagyok tőled.Amúgy még olyan adatokra lennék kíváncsi hogy milyen magas?és a menetes szárat kicsavarva mekkora a földtől?mekkora a csö amiben préseled a szár mekkora ?Uhhh most hirtelenjibe ennyi jutott eszembe remélem segített ez a hsz.Üdv Márk
Üdv mindenkinek. Több képet nem csináltam a technikáról,de amik készültek azt úgy próbáltam csinálni hogy egyértelmű legyen.A brikettek jól égtek,a tűz nem fulladt be,égés közben nyugodtan arébb lehetett piszkálni.Bár a hamu sok volt,de egyben maradt.Mint amikor meggyújtasz egy cigit,de nem szívsz bele,hanem hagyod leégni. Az egyik képen látszik hogy egy brikett sokkal simább mint a többi.Na az teljesen darált papírból van.Azt tovább is kellett préselni,mert ha gyorsan tekertem,kispriccelt a lukakon a vízzel együtt.A többi csak úgy tépkedve lett,lazábbnak is látszik a szerkezetük,de még úgy sem estek szét,hogy volt olyan adag, amelyik kapott egy kis esti nyári zivatart a szárítás alatt. A hátránya hogy lassú.Illetve nekem volt kevés időm foglalkozni vele. Én fejér megyei vagyok,ha a közelben vagy megnézheted. Továbbfejlesztésén agyalok,ha hasonlót akarsz,te is gondolkodj,mielőtt belevágsz. Pl lehetne a kitolóállás lukjára egy méretes lemezt tenni,préselés,visszalazít,lemez ki,kitolás.És akkor már tényleg kétszemélyes.De motorizálni lenne jó legalább az orsók mozgását. Na hirtelen ennyi.
és gondolkodtam. és ha veszünk egy bütykös tengelyt amin 5 6 bütyök van és az forog x fordulaton és mindegyik bütyök egy 10 - 20 mm es dugyattyut mozgatna ahogy gerggerg gondolja , és egy fordulat alatt több l 5 6 szorosa lenne a termelékenységnek , kérdés mekkorának kellene lennie a löketnek és milyen fordultam kellene hajtani ?
Jelentem, a topik elkészült itt a házépítés, lakásügyek kategóriában, Ágaprító - házilag néven. Akit érdekel, kérem csatlakozzon a beszélgetésbe, és segítsük ott is egymás terveit. Üdv, Myk
Üdv Mopezo! először én is egy ágaprítót szeretnék megalkotni, tervek vannak, hamarosan kezdődik a megvalósítás, és lehet h sikerül lefotóznom egy nagy aprítót is. ha tudok új fórumtémát nyitni, akkor nyitok egyet ágaprító - házilag címmel, mert nem akarom ezt a jól működő témát itt megszakítani 1-1 "beszólással". ha sikerül megnyitni akkor folytassuk ott a beszélgetést, és alkossunk!!! Üdv, Myk
Én nem azt vettem, ami most van fenn, hanem azt, ami valamikor nyáron volt eladó. Irtam az embernek, hogy tegye fel újra, ő feltette, én megvettem. Ez a mostani ember egy bal.....sz. Azt sem tudja, hogy mit kínál eladásra, csigás, vagy hidraulikus, vagy hogy egyáltalán brikettáló-e. Üdv: OAndorka
Sziasztok! Valaki látott már nagy teljesítményű ágaprítót? olyat amilyet Pl. a közútkezelő használ. Milyen elven működik az? lehetne valami hasonlót házilag építeni? Esetleg valaki nem tudna valami rajzot róla? Üdv.: Mopezo
De jó látni hogy sokaknak nemsokára elkészül a gépe.Én még 15 éves fejjel csak gondolkozom az ilyeneken de nemsokára nekem is lesz egy briki gépem amit itthon tudok összerakni.Nemsokára papírbrikettáló masinám lesz de csak az az egyszerű.Már csak össze kell hegeszteni és utána nyáron indulhat a brikettálás.most még csak olyat csináltam hogy kicsi vödörben papír összedaráltam vizzel és kiöntöttem keretbe kinyomtam belőle a vizet és egy hét alatt megszáradt.nagyon jól ég az biztos.
mostmár látom !de te kettőt is vették egyet zöld energiától a másik pedig a 2500 forintos.végül is ha 100 ezerből ki lehet hozni az nagyon király mert egy gyári 2-3 millió között van Te hovavalósi vagy?Innen a fórumról ki csongrád megyei?Kösz Üdv Márk
1. a mechanika nem valtoztathato meretaranyosan. a vilag nem olyan. egy aranyosan tizedere csokkentett haznak tizede vastagok a falai, de 1000-ede tomegu a teteje. Ertelmetlen mi?
2. a fotengelycsapagyad eredetileg egyreszt kenyszerkenesu volt, olajszivattyuval. fogsz csinalni hozza olajrendszert? masreszt ezek a csapagyak csak egy adott fordulat felett kennek, az alatt nem fut fel a cucc az olajfilmre.
Amit feltettek ide a számítógéphez értő kollégák, az az, amit a vaterán vettem. Szerintem 2500-at megért. Pdf.-ben sem rossz, de auto-cad-ban az igazi. ha kell elküldöm.Üdv: OAndorka
Szerintem a csapágyazást meg valami siklócsapággyal kéne megoldani (mondjuk bronz) erre tudnál tenni olyan betekerős zsirzógombot ami ha fogy a zsír mindig utántekersz!
Szia!OAndorka!!nézegettem a vaterán a brikettálógép gyártási leírásokat a lejártak között és láttam vettél egyet.Próbáltad már összerakni?Vagy az az amit felraktál CDA formátumban?mert én azt letöltöttem!Az király lenne:)hogyha az az lenne Üdv Márk
Azért igen nagyon ne éld bele Magad! 50, vagy 100 kg lendkerék akármilyen kicsi fordulaton, ha elszabadul a kispolszki főtengelyről, akkor kiviszi a műhely falát. A főtengelynél a csapágykenés nem egyszerű, a hajtókar csapágyat nem tudod másként kenni, mint az eredeti megoldás. Olaj nélkül kb, 5 perc az élet alacsony fordulaton. Valaki megpróbált ezen a fórumon kompresszorból építeni olyat, mind amit Te akarsz. Nézz vissza, de azt hiszem a hajtókar törésig egész egy perc volt a működés. Nem akarlak ám lebeszélni, csak úgy érzem itt valami hiba van. Én gyártástechnológus mérnök vagyok, ráadásul járműgyártó. Ne legyen igazam! Üdv: OAndorka
Nem tüntem el,csak állandóan lefagy a net.Küldtem két emailt is neked,illetve próbáltam,de az sem ment át.Hétvégén lesz időm,és válaszolok a kérdésedre.Addig is üdv mindenkinek,és brikettekben gazdag boldog új évet
egy egykilos kalapacsot ha belenditesz 10m/sec-re, akkor a mozgasi energiaja 50Joule.
ha mar jo kemeny a cucc a csoben, es egyetlen millimetert tomorodik az utestol, akkor:
- a tomorodes kozben a teljesitmeny atlagosan 250kW
- az ero atlagosan 50KN
- ha 4x4cm belmeretu zartszelvenyrol beszelunk, akkor a nyomas atlagosan 125MPa. kb 1200 bar, ez teljesiti is a szokasos ezer bar elvarast. igy legyen otosom a lotton, eskuszom nem visszafele szamoltam a kilos kalapacsot meg a 10m/s lenditest.
namost ha mondjuk masodpercenkent ketto ilyen utest akarunk bevinni, akkor eleg 100W motor. viszont percenkent csak 12cm 4x4cm brikettunk lesz.
mindegy, maradjunk ennel.
ha azt akarjuk, hogy az utes ne nagyon lassitsa le a lendkereket, akkor (mondjuk 2% lassulas celjabol) a lendkerekben kell legyen 2500 joule energia. 120/perces fordulat mellett egy kullos lendkereknek (aminek a kullok tomeget elhanyagoljuk) 50 centi atmero eseten bo 500 kilonak kell lennie! ha 10% lassulast megengedek, akkor 100 kilo eleg. ha felengedem az atmerot egy meterre, akkor negyedelodik a szukseges tomeg.
most kellene nezni a hajtokar mechanizmust, hogyan is all az az utes bevitele pillanataban, hogyan alakulnak az erokarok, nyomatekok, ki hogyan terhelodik, de inkabb megyek aludni.
mekkora a lokete annak a kispolaknak? megmondom belole, hogy mekkora nyomatek kell csucsban a fotengelyen. abbol lehet saccolni lendkerekmeretet. meg azt, hogy szejjelszall-e az egesz vagy sem.
Azért azt tudd, hogy az igazi briketthez, ami nem esik szét el kell érni az anyagban a 800-1000 bár nyomást. Ha a gép hidraulikus, 50 mm átmérőjű brikettet készít, a hidraulika nyomás 200 bár, akkor a munkahenger dugattyú átmérőnek 110 mm-nek kell lenni, hogy jó brikett készüljön. Üdv: OAndorka
Az elgondolásomban nincs hidraulika, csak a tömörítő fejet gondoltam olyanra kialakítani, mint a hidraulikus gépeken. A különbség annyi, hogy a tömörítő fejet nem hidr. munkahenger mozgatná, hanem az excenter. Üdv: OAndorka
Az excenteres prések, ha jól vettem ki a képekből akkor egy nagy lendkerékkel ellátott forgó berendezés, ami a forgóból egyenesvonalú mozgást csinál? javítsatok ha nemjól értelmezem, sajna még nem volt szerencsém élőben megcsodálni egy olyat. ha már ilyet alkalmaznál, akkor nem lenne érdemes kiiktatni teljes mértékben a hidraulikát?? pl egy ezen a videon látható szerkezettel (2. szerkezet) http://www.youtube.com/watch?v=MXPyqmNsUME&feature=related bár nemtudom h mennyire bírná a terhelést, csak láttam multkor és gondoltam hátha lehetne használni...
Nem hagyja nyugodni a fantáziámat az excenteres brikettáló gép. Meggyőződésem, hogy a legköltséghatékonyabb eszköz. Valakinek van excenteressel konkrét tapasztalata? Látott már valaki ilyen gépet közelről? Szerintetek jó gondolat az, hogy egy excentert ( mondjuk excenterprést) összeépíteni egy hidrauloikus brikettáló fejjel? Vagy ez hülyeség? Én úgy tudom, hogy az excenteres fejrésze ua. mint a hidraulikusé. Igaz az, hogy egy hidraulikus géppel lehet a legbiztonságosabban, alapanyagtól függetlenül brikettet készíteni? Mert ha igaz, és a gondolatmenetem jó, akkor megpróbálnám ezt a csapást követni. Egy 20 tonnás préssel lehetne 5cm átmérőjű brikettet készíteni. Ott már megvan az anyagba az 1000 bár nyomás. A hidraulikus betöltő részére egy csigával lehetne szállítani az anyagot (előtömörítés) . Ha van véleményetek akkor osszátok meg velem. Szerintem nem hülyeség, de ha mégis, akkor jobb neki sem állni. Üdv: OAndorka
Ja és még annyi hogy ma gondolkodtam és lehetne csinálni traktorra brikettálót de csak én csigásban gondolkodtam és egy olyan gardán lehjtás abba beleszerkeszteni a csigát azt meg belehúzni egy csőbe a cső végére egy 12 voltos fűtés amit a traktor termelne és a csiga elejénél a csőbe kivágni egy darabot és odaszerkeszteni egy tölcsért.persze a gardán lehajtás előtt lenne egy ékszíj tárcsa ami felmenne a tölcsérhez és ott padig kavarná az anyagot hogy beleessen az anyag a gépbe.onnan már a cipelést nagyon egyszerű megcsinálni és mehetsz brikettálni,de ha valakinek van valami jó véleménye gondolata azt nem bánom hogyha megosztja velünk.Ja és még valami tudom hogy ez a fórum nem erről szól de valakinek nincs otthon egy csigája brikettálóhoz ami eladó?Én olyan 2500-3000 forint értékben gondoltam, de ha olcsóban is adnátok azt is elfogadom és még a postaköltséget is állnám.De a többit e-mailon:gyapjasmark@freemail.hu.Előre is köszi Márk
Sziasztok!Szerintetek az a tgk3500 nevű emberke nicknamet váltott volna vagy elment?Mert amit ő csinált papír brikettáló masinát annak az adatait fel bírnám használni mert nagyon megtettszett és szeretnék egy olyat csinálni.Tudnátok e segíteni?Az 1512-es hozzászólásban láthatók a képei a masináról.Mégegyszer megköszönném segítségeteket. UI:Traktoros feri lenne tgk3500?Mármint hsz-t írtam és utána írt hogy segítene, de nekem?Üdv Márk
Üdv: A Te számolásod csak a fordulatról szól, nem a teljesítményről. A teljesítményed 5,5 KW marad, míg a világ világ marad. A kijövő fordulatod pedig annyi, mint amekkora mértékben csökkented. A kijövő nyomaték arányosan nő a csökkenő fordulattal, de a teljesítmény nem változik. Ha ez így lenne akkor lenne örökmozgód, és nem kellene brikettálni. Üdv: OAndorka
Üdv Mindenkinek! most találtam rá a fórumra, és nagy erővel neki is vettem magam a végigolvasásnak, bár időm így vizsgaidőszak mellett kevés van de próbálkozom. Elnézést ha a témába vágok, de a közelmúlt írásai között felmerült az ágaprító kérdése is. Ezen a linken: http://www.bedair.org/Projects/chipper2.html megjelenő aprítót nézegettem. Hasonlót szeretnék készíteni traktorhoz, azonban a szöghajtást nélkülözném. A weblapon található megoldás megfelelő lenne állítva is, mint a nagy gépekhez alkalmazott gyári aprítók? Esetleg ha tudna vki küldeni aprítóról terveket, képeket, azt megköszönném. a következő feladat a brikettkészítő lesz, de előbb olvasok, nehogy már megtárgyalt témáról kérdezzek. így utólag is BUÉK! minden kedves fórumozónak!
nincs semmi gond, a celt elertuk, Norissz is kepbe kerult.
jol gondolkoztal, a lenyeg a nyomatek-fordulatszam-teljesitmeny osszefugges.
jozan paraszti esszel, ha egy fele akkora teljesitmenyu motorom van, akkor az nem tudhat azonos fordulaton azonos nyomatekot egy ketszer akkoraval. vagy a fordulat, vagy a nyomatek a fele lesz. ha megelegszunk a kisebb nyomassal, akkor jo valasztas a fele nyomatek. ha a nyomas muszaj, es kibirjuk hogy lassabb lesz a gep, akkor a fele fordulatszamot kell valasztanunk. az, hogy a motor mas fordulatu mint ami kellene, csak bonyolitotta a kerdest, es felrevitt egy kicsit. mert az elejen ugy tunt, a fordulat a problema, pedig az mellekes, a lenyeg a teljesitmeny.
van egy szivattyu, ami nevlegesen ker 1400-as fordulatot, es 10kW-ot. tehat kell neki 68Nm nyomatek.
van neki a 2800-as 5.5kW motorja. ez 18.8Nm. ha tesz ra egy attetelt, ami lefelezi a fordulatot, akkor lesz neki egy 1400-as motorja, ami tud 37.6Nm-t.
tehat el fogja vinni a szivattyut nevleges folyadekszallitason, mert ahhoz jo a fordulata, de nem fogja tudni a nevleges nyomast, mert keves a nyomatek. ha fel akarja nyomni az olajat a nevlegesre (nem irta mennyi, 200-400 bar), akkor a motor meg fog allni.
ha nem felezos, hanem negyedelos attetelt csinalna, akkor 700-as fordulaton tolna a szivattyut, ettol annak fele lenne a szallitasa, de tudna tolni 70Nm nyomatekot, ami eleg a szivattyunak (68Nm a nevleges, lasd fent).
jo a gondolatmeneted, csak a veget elnagyolod es elromlik.
a szivattyu szallitasa a fordulatszammal (O) aranyos. a nyomasa meg a nyomatekkal (M)
az M=P/O alapjan, ha a teljesitmeny a fele, a fordulatszam meg azonos, akkor a nyomatek a felenek adodik.
tehat ha olyan attetelt csinal, hogy 1400-al tekerje a szivattyut, akkor meglesz a nevleges szallitasa, de a fele nyomatek miatt csak fele nyomas lesz.
a motorvedot ha a nevleges 11.3A nyugodtan lehet 12-re allitani. ha a kesz gep elmegy 10-re allitva, akkor ugyhagynam, hogy szoljon ha barmi nem a szokasos.
a motorja fele olyan nyomatekos lesz 1400-on, mint egy 10kW 1400-as motor. a szivattyu hozni fogja a szallitast, de fele nyomast fog tudni. ha kieroszakolja belole a nevleges nyomast, akkor leeg a motorja. mindenkeppen hasznaljon jol beallitott motorvedot!!
ha meg nagyobb tarcsat tenne, es 700-ra vinne le a fordulatot, akkor tudna a nevleges nyomast, es a nevleges szallitas felet. ami korrekt, egy fele akkora motorral.
Szia!Erről a préselőről tudnál-e adatokat adni?mert én is szeretnék ilyet csinálni.Meg e-mail-on keresztül tudnál e pontosabb képeket felrakni?hálás lennék.Amúgy próbáltad már tüzelni a briketteket?Hogy égnek?Neked forog az a tányér ami a csavar végén a csőben van és préseli a papírt.Te hogy csinálod az aprítást?összetépkeded valamekkorára és kész?Köszi Üdv Márk
Üdv Mindenkinek! Szeretnék segítséget kérni valakitől aki a hidraulikus elemekben jártas. Jómagam nem igazán vagyok benne otthonos.Kaptam néhány elemet és van közötte olyan amit nem tudom beazonosítani,hogy mire és hogyan szolgál.Nagyon megköszönném ha valaki segítene.Elküldeném a fotóit egybe és ahogy szétszedtem. Köszi előre.
Sziasztok!Kinek van már kész brikett gépe?megvagytok vele elégedve?fényképet tudtok felrakni?Amúgy én papír brikettben gondolkozom és már 2 hónapja ért a fejemben de mostanában jöttem rá melyik a legjobb a papír brikettálásban.Most van itt két link ami tettszik de csak az egyik lesz meg.http://www.youtube.com/watch?v=u9XZTsi-_8U&feature=related http://www.youtube.com/watch?v=r7z8hG_3CX4
Űdv 1valaki1! Szerintem csak a fényképezés szöge miatt tűnhet úgy hogy 2csiga van pedig nem. Egy csiga van !A brikrtt keménységét a cső hosszával vagy szoritó fejjel lehet szabájozni,ami minden anyagnál más-más beállitást igényel,ami elég macerás dolog.Ha vissza olvasol a fórumon megtalálhatsz mindent. Az én papir brikettemet egykézzel nem tudom szétmorzsolni vagy összeroppantani pedig a cső hossza csak 90mm. Be is fejeztem a kisérleteket papirral,most szalmát darálok.
Egy hidraulika szivattyúnak vannak adatai: Mekkora nyomást tud csinálni, mekkora mennyiséget visz és mindezt mekkora fordulaton, mekkora teljesítményfelvétel mellett. Az 5,5 KW motorodnak nem lesz nagyobb a teljesítménye, ha felezed a fordulatot, csak a nyomatéka lesz nagyobb. A Teljesítmén (P) egyenlő Nyomaték( M ) szorozva a szögsebességgel ( Omega) ami majdnem ua. mint a fordulat, csak radián-ban van kifejezve. Tehát P=MxO M=P/O, tehát ha csökken a fordulat, akkor nő a nyomaték, mert a teljesítmény állandó, az 5,5 KW marad. Ha úgy hajtod meg a szivattyút ahogy írtad, akkor valószínűleg meglesz a nyomásod, de a szállított mennyiség( liter/perc) le fog csökkenni. Figyelni kell arra, hogy a motort le ne égesd, mert hidraulikával könnyen túlterhelhető. Nyomáshatároló beépítése elengedhetetlen, és a motorhoz jól beállított hővédelem. Üdv:OAndorka
a teljesitmenye nem fog megnoni, 10kW marad sajnos.
nyomateka meg fog noni a duplajara.
ugy vedd, hogy egy traktor 100LE-vel is csak 60-al tud menni, de ha kell elhuz egy bazinagy eket. ezzelszemben egy 100LE auto vigan megy 160-180-al, de az ekevel nem tudna mit kezdeni.
heló mindenkinek. régota olvasom a forumot nagyon jó ötletek vanak bene Énis épitek egygépet.Aztszeretném megkérdezni mijen hejen lehett darálo után olvasni
Ha a motorodon van egy 130mm ékszíjtárcsa, és a meghajtott tengelyt akarod 2800 ford/perc-cel forhatni, akkor a hajtott tengelyre 186 mm átmérőjű ékszíjtárcsa kell. Amúgy biztos, hogy 4000-et fordul a motorod? Asszinkron motorok jellemző fordulatai: 950, 1450, 2880 1/min. szinkron motorok (azzal úgysem találkozol) 1000, 1500, 3000 1/min fordulattal forognak. Egyéb fordulatszámmal én még nem találkoztam váltóáramú motornál ( nagyobb teljesítménynél) . Nézdd meg az adattábládat még egyszer. Üdv: OAndorka
sziasztok tud nátok segiteni nekem van egy 4000forgo motrom 130mm ékszij tárcsával azt szeretném hogy 2800fordujon mekora ékszijt rakjakrá ez egy gajzuzot hajtana aminak az átmérője 400mm avastagsága 25mm három késes szerintetek nem tul vastag előre is kőszi
OAndorka! Nekem kellene a rajz. Igaz én sem vagyok valami nagy számítógép zseni, de a családban van sok PC-guru. Majd velük átkonvertáltatom, ha nekem nem sikerülne. Utána felraknám ide is, hogy más is ötletet meríthessen belőle. Az e-mail címem motipeti@gmail.com Előre is köszi: Mopezo
Én sem tudom feltölteni a képeket: Mit csináljak a feltöltés után? A beillesztés funkció ki van ilyenkor iktatva. Leírnád részletesebben? Kösz:OAndorka
Ha megnyitod az AUTO CAD fájlt és megnyomod a "print screen sysrq" gombod kifényképezi a monitort megnyitod a Paint programot és beillesztted igy már képformátumként elmenthető és akár Word dokumentum,be vagy pdf be is beilleszthető!
Beri már nagyon várom a gépedről a képeket nem gond ha rozsdás! :D




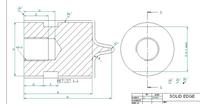 Ilyen! A felirat azért Solid Edge, mert kifordították Solid Edge-ből, Auto CAD-be!
Ilyen! A felirat azért Solid Edge, mert kifordították Solid Edge-ből, Auto CAD-be!








 a" csak 10KW "os motor pedig úgy kb 150 kg
a" csak 10KW "os motor pedig úgy kb 150 kg



 Zsozé
Zsozé A motor 11KW/960 ford
A motor 11KW/960 ford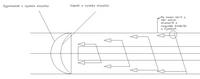
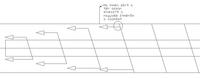



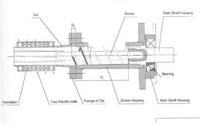
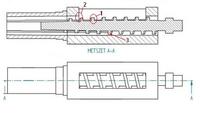
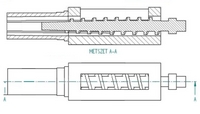

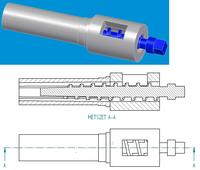
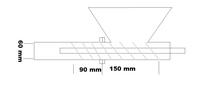



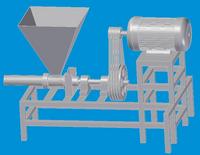
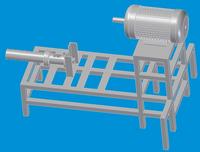

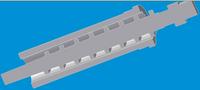

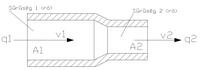



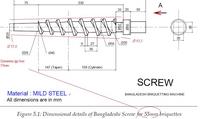

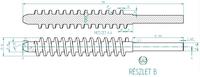
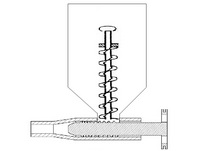
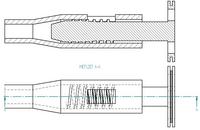
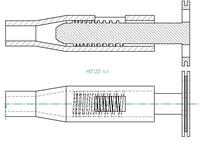

 és van még 6db 220v hidraulika mágnesszelep DDR gyártmányú.
és van még 6db 220v hidraulika mágnesszelep DDR gyártmányú.












 10 KW és 790 es fordulatú
10 KW és 790 es fordulatú{kind=link}