87 éves barátom Édesapja készítette a képeken látható két mérőeszközt .
Az órás furatmérőt egy használt mérőóra segítségével készítette . Autómotorok csapágyazásával foglalkozott és vonalfúráskor használta ezt a kis intót ...
Teljesen kezdő, E1N eszterga terén. Használtam Proma 500-ast, de most szereztem egy veteránt.
Olvasgattam a fórumon pár hozzászólást, mégis tanácstalan (hülye) vagyok. Ismerkedés fázisában sok kérdésem vár válaszra, személyes tapsztalatra. Kérdezhetek? Van egy kis időtök rám, kis tudatlanra is? Szivesen tanulnék alapdolgokat a szakiktól.
Egyszer, egy frekiváltó tesztelésnél az asztali köszörűm motorját használtam. Kis fordulaton a szemem sarkából mozgást láttam a motoron. Közelebbről nézve látszott, hogy a mágnestér forgásának ütemében felágaskodtak illetve elfeküdtek a házra hullott forgácsok. Ennek alapján gondolom, hogy a motort a végével egy iránytű fölé tartva van annyi szórt mágneses tér hogy vígan forogjon tőle az iránytű.
azért egy aszinkron motorról nem akkora mutatvány levenni a pajzsot.
Egy ismeretlen motornál amúgy is levenném, egy használtnál meg 90%, hogy csapágyat kell cserélni :)
Én csak egy lehetőséget írtam. A masik megoldás, amit más is írt, frekiváltóval pl levett áramerősséggel meghajtani, és kipróbálni. Ha egy fázistekercset fixen bekötünk, a másik kettőnek összesen 4 kombinációja van, abból 1 lesz jó, ami a szinuszok nulla eredőjét adja, a másik harom meg nem lesz jó, nem lesz egyenletes a motor forgása, zúgni fog.
Némi késéssel, de beszámolok a fiammal közös titán-farigcsálós projetről.
Ez lett a végeredmény (kettőt kellett gyártani belőle):
A fenekében ott van az M6-os menet. Jól megszenvedtünk vele. Próbálkoztam háromféle fúróval, mind használatlan, és top minőség:
(1) Alumíniumra való gépi, zsákfuratra (2) acél gépi zsákfuratra (3) 3 fokozatú kézi. Az (1) volt a legrosszabb, de a (2)-t se bírtam belehajtani. Végül sok kibehajtással a kézi fúróval értem célt.
Az az érdekes, hogy (főleg a gépi) fúró úgy meg bir szorulni, hogy kifele se hajlandó jönni, úgy kell kiimátkozni. Nagyon fontos, hogy egy pillanatra se álljon meg a fúró. Mintha a tapadási erő sokkal nagyon lenne, mint a súrlódási, hiába a kenés. Ezt a megszorulést két dologra vezetem vissza: (1) igen ruganyos anyag ez a titán és (2) jó nagy a hőtágulása, menetfúráskor pedig meglepően felmelegetett pedig kézzel tekertem.
Hogy mire való ez a valami, azt ne kérdezzétek - aki meg felismeri, az ne mondja.
Mindenesetre 6.4° kúposság van benne és a bemarás is 2.3°-ban vékonyodik.
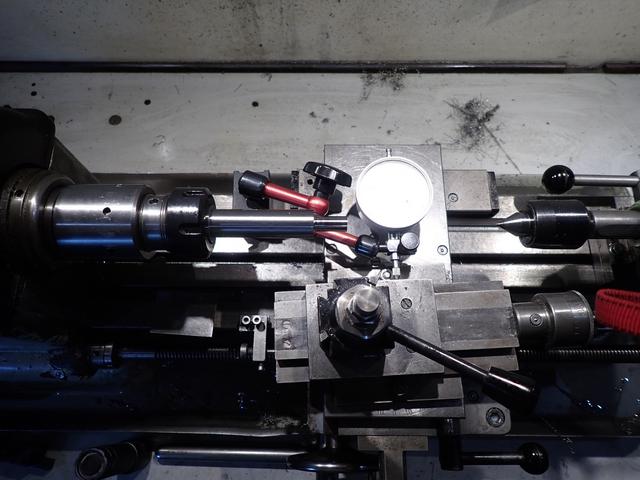
Ez itt a kéziszán kiórázása:
és a kúp esztergálása:
Ez meg a marás órázása és a marás:
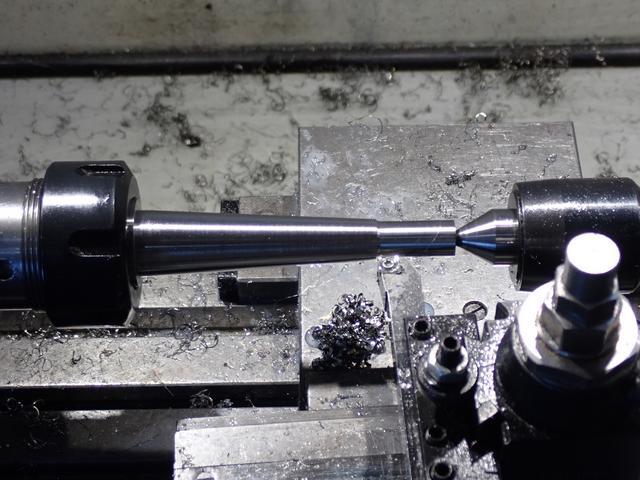
A végén levő csapot vastagabbra hagytuk, hogy merevebb legyen a befogás a maráskor. Ennek ellenére mart felület nem lett a legszebb, beremegett az anyag. Mind mondottam, igen rugalmas a titán.
Ezután jött a csap elvékonyítása és egy M6 külső menet ráesztergálása. Ehhez csináltam egy keményfém menetkést:
A gyári, lapkás (balos) menetkés nem fért volna el a forgócsúcs miatt, nem is olyan éles, mint ez.
A menet gyönyörű lett. Nem tudom, hogy a keményfém kés miatt, vagy mert a titán egy jó anyag, de nagyon szép lett a felület, mindenféle utólagos simítás nélkül:
Végül kapott egy kúpos letörést, ehhez meg át kellett szerelni a kéziszánt:
Az esztergálást alumíniumhoz való Kolroy lapkákkal csináltam.
Sokkal könnyebben esztergálható, mint ahogy híresztelik.
Ha új a lapka, akkor viszi, mint kés a vajat. Kézi előtolással is gyönyörű tükrös felületet ad.
Nem olvastam el, de leírnám az én verziómat. Egy póluspáros motornál ugyebár fázistekercsenként két mágneses pólus van, egymással szemben. Az egyik az észak, a szembeni a déli.
Ha "normál" polaritassal kötöm kis (pl 12v) egyenfeszültségre az egyes tekercseket (mondjuk 1-re a pluszt, 2-re a mínuszt, akkor az így létrehozott egymás melletti pólusok azonosak lesznek, tehát ha beteszek egy iránytűt, akkor az első tekercset táplálva beáll valahová, a másodikra elfordul 60 fokkal, a harmadikra TOVÁBBFORDUL hatvan fokkal. Ez történik a három fázisú betáplálásnál is. Ha nem így történik, akkor az adott tekercset fordítva kell bekötni.
Ha ezek után az összes 1-es lábat összekötöm, akkor van egy csillagba kapcsolt motorom.
A kollégákat megleptem ezzel a dologgal, merthogy nem úgy van, ahogy gondolták.
A motoron egyetlen tekercs kivezetéseit megcserélve a motor forog ugyan, de egyrészt lassabban, másrészt morogva. Az egyik fázison nagyobb az áram, mint a másik kettőn - szvsz így hajtva a motort elég gyorsan le lehet égetni.
Az így létrehozott fázishiba miatt a három tekercsáram vektoros összege nem nulla, amiből a baj ered. Ez az áram egy rossz gerjesztést hoz létre a motorban.
Hosszú tesztekre nem volt időm, de a téma még érdekel, szóval vissza fogunk térni rá.
Szerintem egy trafóból kisfeszültséggel megtáplálva az egyik tekercset, és szkóppal nézve a másik kettőn a jelet, megállapítható lesz, melyek az azonos - kezdet vagy vég - kivezetések. Az, hogy egy adott tekercsen melyik a kezdet és melyik a vég, az ugyan nem, de az nem is érdekes valójában.
A szkópot a bemenő jelről triggereled és a másik csatornát a feltételezett polaritással csatlakoztatod a vizsgált tekercsekhez. Osztott tekercselésű zene kimenőtrafót vizsgáltunk így.
A kis tusírlappal nem tudtam szabadulni a gondolattól, hogy egymással szögben lévő síkokat fogok előállítani mégis
Aztán arra jutottam, hogy a kapcsolódoboz felőli oldalt teljesen leszedni nem okoz semmiféle gondot, igy egyik oldalrol jól rá tudom csúsztatni.
Elsőre ilyen, nem történt baj. Oké, sok a festék de területekre voltam kivancsi nem pontokra. A doboznál -8 század, középen inkább -10ek, a masik szélen a folt közepe -12 de ott van -20 a legszélén. Tehát kicsit dönteni is kell még a dobozos vég rovására. Szerintem -15 ig lesz idegrendszerem hozzá. Minden nap váll nap, meg tricepsz.
Magam, most úgy gondolom, hogy nem is indul el a motor, sőt a fordított tekercsben igen nagy áram fog folyni. Ha egy jó motornál kimarad az egyik fázis akkor a motor morog, de kis terheléssel forgásban marad ha jól tudom. A nem táplált tekercsben kb olyan fázisú, és amplitúdójú feszültség indukálódik mint ami egyébként rá volna kötve. Nos ha ennek felcseréled a két végét és visszakapcsolod akkor gyakorlatilag ellenfázisban kötöd a megtápláló hálózatra. Szvsz ez élénk füst jelenségekkel jár.
Naívan azt gondolnám, hogy (a) a tekercseknek 120°-onként kell állnia és (b) ha egy tekercs két pólusát megcserélem, az 180°-kal viszi el a fázist. Szóval, ha egy tekecs polaritását felcserélem, akkor nem lesz egyenletes a forgás. Vagy rosszul gondolom?
A dolog ráér, mert a kollégám úgy néz ki mégsem azt a motort fogja megvenni. Azért pár műszert kinézhetsz belőlem, szkóp, generátor, rendesebb multi azért otthon is akad :- ))
A csengőtrafó is jó ötlet, bár kiváltható frekiváltóval, hiszen a pár Hz működéshez ott is pár V kimenő fesz tartozik. Függőleges tengellyel egy iránytű fölé tartva a motort -- vagy csak az állórészét - lehetne látni, hogy egyenletes a forgás.
Legközelebb holnap délelőtt tudom neked egy kisérletben ellenőrizni az elméletet, de az itteni motoros kollégák azt mondták,szerintük mindegy.
Ha tudsz várni holnapig, tesztelni tudunk műszeres környezetben.
Az a baj, hogy neked nem igazán vannak műszereid, amivel ellenőrizni lehetne dolgokat.
Ugyanis egy csengőtrafóval megtáplálva az egyik fázistekercset, és szkóppal nézve a másik kettőn a feszültséget, ki lehetne mókolni, hol vannak a kezdetek. De gondolom ilyen műszereid nincsenek.
Azért nem olyan egyszerű a dolog, mert nem szerencsés ha a körben forgó mágnestér időnként pólust cserél. Valószínűleg mondjuk 0.5Hz-vel járatva a motort egy iránytűvel lekövethető a forgó tér, a burkolaton kívül is.
Ha van egy háromfázisú motor 6 kivezetéssel akkor hogyan lehet a kivezetéseket azonosítani? Az ok hogy megvan a három tekercs, de hogyan lehet a tekercs kezdeteket megtalálni? Illetve mi van ha fordítva kötök be egy tekercset? Frekiváltóra menne a motor.
Némi ellenőrzést tudsz úgy is csinálni, hogy a méteres tusírrudat használod, átlóban, és a nyilak szerint forgatva úgy, hogy az egyik vége mindig helyben marad a szélső felületen.
Ezzel a négy vezetékfelület egységes magasságát legalább részben tudod ellenőrizni. Aztán ha a két szélső felület két-két végét már beállítottad, akkor saját hosszán is ellenőrizhető.
Meghallgatva minden tanácsot és véleményt a rferi/csuhás féle konzervatív megközelítést választom. Viszont a szélekhez egyelőre nem nyúlok. A középső területen a 250x250 tusírlap a négyből három csúszófelületet fed le. Ha 45 fokban elfodítom akkor mindet. Utóbbival tudom ellenőrizni, hogy ne alakuljon ki középen megtört sík. Meg gumikalapáccsal kocogtatom is hogy hol billeg. A korámm kép szerinti módon s referenciablokkhoz órázva ellenőrzöm, hogy ne dőljön meg az egész felület. Ha elb@kúrom még mindig szedhetek le többet, meg ragaszthatok.
Ha fém fémen csúszik ott is van kopás, amely során a gép szép lassan kikerül abból a pontossági tartományból, amire eredetileg készült (ezt csak a bevezető kedvéért írom le). Ezek után lehet még használni alacsonyabb követelmények mellett, aminek a végállomás a "faeszterga" (amikor már leszedtek róla szinte mindent), vagy a MÉH telep. Ha a javítás mellett döntenek, akkor jön képbe a bronzlemezes pótlás, vagy teflon, turcite felragasztás, vagy a Moglice típusú önthető/kenhető paszták. Gondolom azért fejlesztették ki a legutóbbit, mivel ezek alkalmazása a megfelelő szakmai és technológiai háttérrel a leghatékonyabb pénztárca és idő szempontjából. Tehát ha egy üzemben a gépek ütemezett karbantartása be van ütemezve :), akkor semmi kivetnivalót nem látok abban, hogy műanyag pasztával javítsák, az akár már eredetileg is úgy gyártott gépet.
Nemhogy javítanak, hanem már jó ideje a lapos ágyvezetékes gépeken műanyaggal van borítva a felület a siklási tulajdonságok kiválósága miatt. De azok nem pillevékony/ pillanatragasztóval ragasztott lapok, és igen, idővel elengednek a ragasztások.