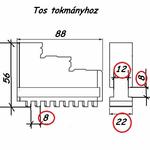
Sziasztok Olyan problémával fordulok hozzátok, hogy adott egy E2N és szeretnék rárakni egy 4 pofás tokmányt, amit a géppel vettem. Felraktam a tokmány hátlapot(talán ez a neve) a főorsó illesztőfelületeire, felhúzattam csavarokkal, a tárcsa kb 1.5 századot üt legjobb esetben A legjobb esethez mérten felhelyeztem a tárcsára a megtisztított tokmányt, azal egy kis macerálás után 1 tizedig jutottam radiálisan a tokmány tárcsa felöli végénél, ez a másik oldalon 1.5 tized... A befogott köranyagom pedig jó esetben 2,5-3 tizedet üt, de a pofák külső oldalánál "lődörög" az esztergált csap
Van egy másik tokmányom, az tűrésen belül van, nem üt 1 századot sem
Mit lehetne alkotni hogy kicsit pontosabb legyen a téma? Arra gondoltam, fel volna simítva al illesztőkúp ami a főorsóra csatlakozik, meg a tárcsa lapja, de én speciel egy 5 századig azt mondanám, hogy belefér... A tárcsa tokmány felöli oldalán kellene valami illesztőkúp a tokmány megvezetésére? Van egy váll rajta, azon átmeneti-laza illesztés van.
Megnéztem a videót,nem tudtam ebből megállapítani mit is csináltál,mit toltál,húztál.Fogj a kezedbe egy legalább 25mm vastag,500mm hosszú köracélt,az ágyra tegyél keményfa,vagy műanyag hasábot,és mintha pajszerozni akarnál valamit,nem nyomkodni kell oldalról a tokmányt,hanem alulról emelgetni.
3 Irányból forgatva is ugyan ezt adta. Mondjuk egy kézzel kicsit nehéz volt úgy megtartani és tolni, hogy a tokány se mozduljon el. Volt hogy eltört a 3cm-es léc is csak hogy reálisan nézzük, hogy 100kg-os befeszítésnél is mit mutat.
Viszont ha a tokmány végénél (akkor mondjuk a pofára tettem a mérőt.) nyomtam akkor ott 2 tizeddel megnőtt a lógás.
Köszi mindenkinek a hozzászolást. Mindegyik hasznos.
Igen ez egy melegen hengerelt anyag. Csak próbának van. Meg ésszel is. Egyenlőre nem akarom nagyon forgatni a gépet még nincs mellé gyakorlat. A 2. felülete már így is megfelelt részemről.
Addig is itt informálódnék meg 1-2 könyvből. De esztergályos ismerősöm is mondta, hogy majd 1-2 napra eljön pár alapot betanítani.
Nem vagyok forgácsolós szakember, de én azt tapasztaltam hogy közel 90 fokos támadási szöggel sokkal simább felületet kapok. De az is lehet hogy az én gépem is berezonál.
A nagy holtjáték miatt a kézi tekerőnek nem szabadna elcsavarodni a helyzetéből,én a gép berezgésére gondolok,akkor valóban megtörténhet a keresztszán orsó sétálása.A keresztszán holtjátékának nem kell túlzott jelentőséget adni.Számtalan gépen dolgoztam,ahol a holtjáték közel fél fordulat volt,ezzel nem azt akarom mondani,hogy ez szerencsés állapot,de lehet dolgozni vele.Nálam talán a nagy holtjáték menetvágásnál volt kicsit probléma,más esetekben,ide tartozik a leszúrás is együtt lehetett vele élni.A legtöbb megpróbáltatást az esztergálás folyamán a rossz főorsócsapágy, a nem kellően merev anyagmegfogás,a kés nem megfelelő élezése,befogása.A 45 fokos kés, mint ami a képen is látszik,egyforma fogásmélységgel hamarabb berezeg.
A kereszt szánnak van 1 mm-es holtjátéka. Olyan mintha a csavar orsó menete meg lenne kopva, vagy nem is tudom, hogy mi van benne. Szóval kézzel tartani kell a tekerő kart egy pozícióban.
Úgy vagyok a lapkákkal ha a körmömön végig tolom és nem ragad akkor életlen, de nálad valami nagyon rezeg azért rossz a felület meg általában az anyag átmérőjének a másfélszeresénél jobban nem lógatunk ki támasztás nélkül. így tudom. Szerintem egy jól fent rapiddal többet érsz :)
Ránézésre ezek acél lapkák. Mármint acélhoz valók.
Az első képeden rendesen rezonált valami, bármelyik szán illetve a főorsó is lehet ludas a dologban.
A második képen is látom a belekapdosás nyomát a vállon.
Ha bármi ennyire lötyög, akkor előbb azt tedd rendbe. Utána pedig a lapka paramétereit kell megnézni, s annak az alsó határait megfelezve próbálkozni. Ráadásul vannak olyan anyagok, amikben kis fogással nem is lehet haladni, ilyen a C45. Az utolsó fogást is úgy kell kiszámolni, hogy maradjon kb. 1 mm, mert különben csak túrja az anyagot a kés.
E2N esztergához keresek csere kerekeket, nem horror áron.
1.25 modul, az alábbi fogszámokkal: 32,48,64,80,113,120
Esetleg valakinek van eladó ezek közül vagy tud valakit aki foglalkozik ilyen gépek bontásával. Netet végig böngésztem, egy kontaktok találtam, de ő számomra túl sokat mondott a hat kerékre.
Igazából jó lenne tudni a lapka számát, mert ránézésre nem biztos, hogy megállapítható, milyen anyaghoz, mekkora fogásmélységre, forgácsolási sebességre, és leválasztásra tervezték.
Egész már kell alura finomnak, mint acélra nagyolónak.
Akár simítónak is. De valami rezgés nyomai mutatkoznak.
Ezer oka lehet. A lapka nem működik kis fogásmélységnél. Ha kopott a gép, jobb eredményt kapsz, ha megterheled (nagyobb fogással, nagyobb fordulattal) Nekem jött le világító forgács is, egészen jó felülettel.