Erre a célra a lemezgrafitos öntöttvas (GG25 jelöléssel) rúdanyag megfelelő lehet? Tudom hogy az öntvény a jó, de ennek a szakítószilárdsága ugye nem annyira "acélos"... :D
Fúrószár cső nem jó? Amivel az olajosok szoktak dolgozni. Van vagy 4-5 mm falvastagsága és több átmérőben "kapható" használtan (itt Csongrád megyében). Az egyik leggyakoribb a kb 60 mm-es. Keményebb anyag és picivel vékonyabb mint a rendes 2 colos vascső, Nappal megmérem pontosan ha érdekel.
Előre is köszönöm, ha megnézed. Viszonylag pontosan (+-0,5) 59mm kellene. A falvastagság vastagabb lehet bár mondjuk egy kerítésoszlop nem hinném, hogy 3mm falvastagságú :/ de mindegy, minden megoldás érdekel.
Egy szivességet kérnék némi vágási sebességet illetően. Vasipari szalagfűrész fordulatára lenne szükségem. A szalagkerék átmérője 250mm. Továbbá tanácsot kérnék,hogy a régifajta szerszámacél lap mekkora forgácsolási sebességet ivényel,és a bimetál lapok mennyivel foroghatnak max. Köracélok,és csőprofilok ágásánál.előre is kössz.
Lapkás menetvágó kések megnevezésében kérnék segítséget hogy mi pontosan mit jelent. Addig eljutottam én is, hogy melyik hány fokos menetprofilt alakít ki, illetve hogy két fő csoport van, az egyik amelyikkel csak egy felé menetemelkedést lehet vágni, de azt teljesen készre vágja a végén sorház is. A másik pedig általánosan tud pl egy 60 fokos menetprofilt. Na ezeknél honnan tudom hogy mekkora menetemelkedésig tudok vele vágni?
Elsősorban metrikus illetve whitworth menetek vágásával fogok találkozni, ha valakinek van bevált kés fajtája azt is szívesen fogadom. Sima acél, rozsdamentes acél megmunkálására.
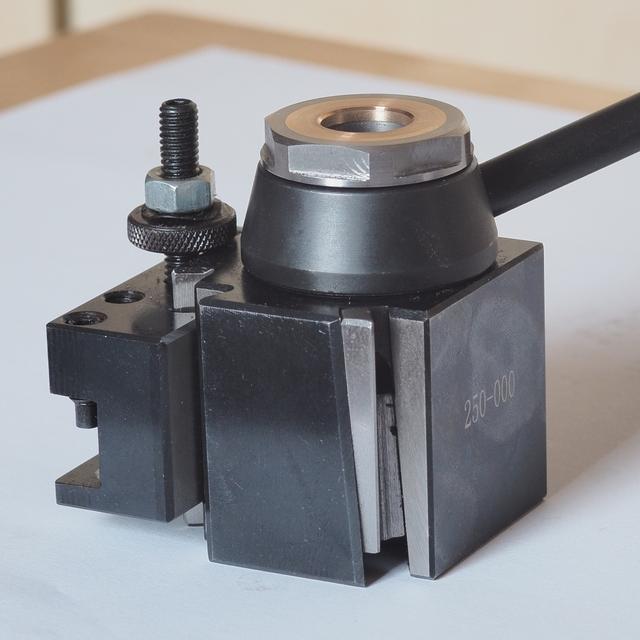
Van ez a kínai ipar remeke, de meglepően precíz kis gyorsbefogó (az Aloris OXA koppintása):
Méretben remekül illeszkedne az én kis TOS MN80-asomhoz, csak az a baj, hogy ugyanúgy 10mm-es a furat rajta mint a rögzítő csavar az esztergán, és:
Túl rövid, nem lóg ki felül, hogy az anyát rá tudjam csavarni.
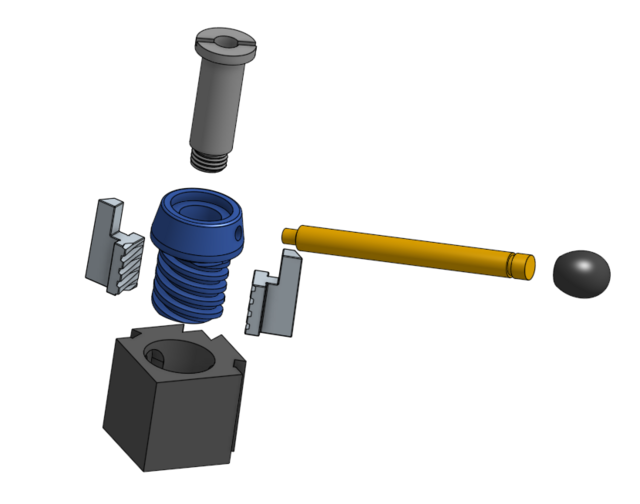
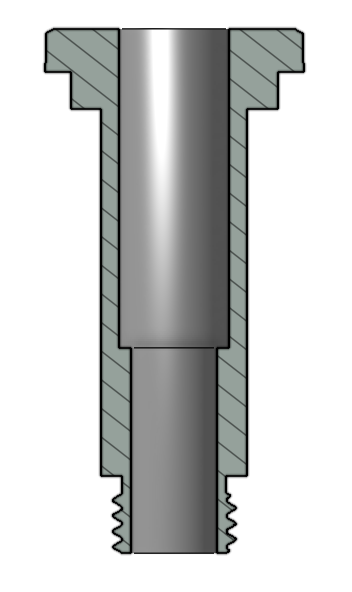
Belülről kb így néz ki:
Azt találtam ki, hogy a közepét kibővítem 13mm-esre, és csinálok hozzá egy anyát, ami belelóg az apáig. A középoszlop 17mm átmérőjű, ha az anya 13mm-es, akkor pontos illesztés mellett marad kb. 2mm falvastagság, ami elég merev kéne legyen. Aztán úgy döntöttem, inkább újragyártottam ezt a középső részt szerszámacélból, kb így:
Alul egy UNC 9/16-18-as (colos, 18 menet/inch) balmenet van, úgyhogy fogaskerékgyártással kellett kezdenem az egész projektet (a menetvágáshoz).
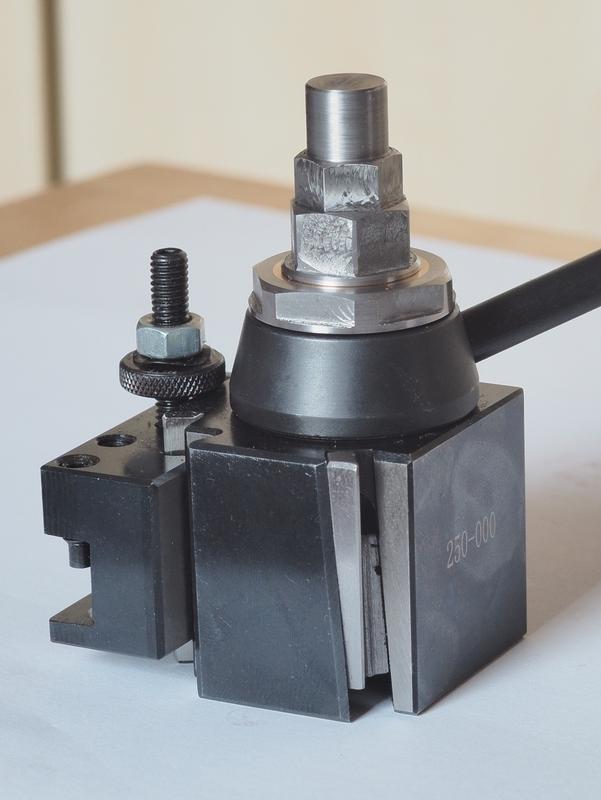
Az eredetinél egy nagyobb fejet kapott, hogy (28-as) kulccsal lehessen meghúzni (az elefánt csavarhúzó helyett). Így teljesen sík a felszíne, kevésbé akar elfordulni meghúzáskor és nehezebben jut bele mindenféle szemét a befogóba. Kapott még egy bronz betétet is, hogy még kisebb legyen a súrlódás az anyánál.
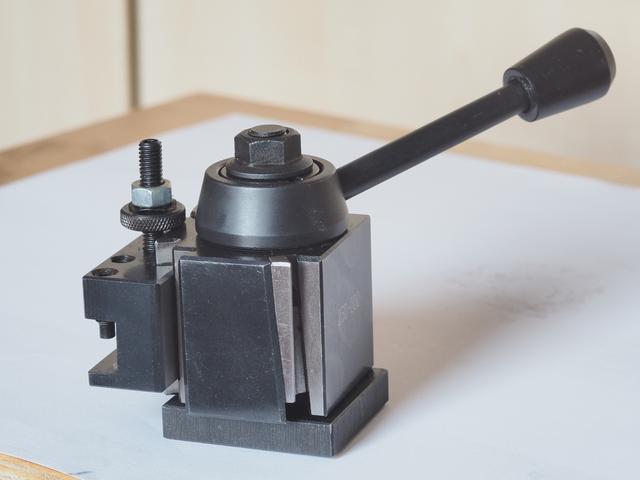
Ilyen lett:
.Az anyán két hatlap is van: 17-es és 14-es kulccsal is meghúzható, amelyik éppen kéznél van. Ez lehetne szebb, sajnos eléggé beremegett maráskor. Az alján a felfekvő rész 20mm átmérőjű. A tetején levő csonkot előbb utóbb leszedem, azért van ott, mert annál fogva rögzítettem a hatlap marásához (13-mm-es alsó rész túl nagy az osztófej patronjába). A középrészt is úgy csináltam, hogy először volt rajta egy csonk, annál befogva rámartam a hatlapfejet, aztán fúrtam át:
Itt van külön a régi és az új középrész meg az anya:
Ez az ember hihető videókat készített arról, hogy maga építi meg az esztergáját, marógépét és a legfontosabb tartozékokat. Nekem legalább is hihető. Meg hát az elsőket is valahogyan építették, nem voltak mindig gyárak, megfelelő gépekkel.



 Alul egy UNC 9/16-18-as (colos, 18 menet/inch) balmenet van, úgyhogy fogaskerékgyártással kellett kezdenem az egész projektet (a menetvágáshoz).
Alul egy UNC 9/16-18-as (colos, 18 menet/inch) balmenet van, úgyhogy fogaskerékgyártással kellett kezdenem az egész projektet (a menetvágáshoz).