Tegyük fel hogy nem találsz kész táblázatot (nem fogsz). Akkor nekiállsz megméred pontosan a vezérorsó menetemelkedését ( colos vagy metrikus ) megszámolgatod a fogaskerekek fogszámát, majd előveszel egy esztergályos szakkönyvet vagy csak a józan eszedet és elkészíted a menettáblázatodat magadnak. Hamar kijön mi az a néhány kerék ami kell a gyakori menetemelkedésekhez.
Látom, egy ideje az élezőkről megy a diskurzus, tavaly a birtokomba került egy ilyen svájci műszer, sajnos még nem nagyon volt időm foglalkozni vele, szíjat kell cserélnem a főorsón, a csapágyak olajban futnak, oda is szereznem kell olajat, köveket rá de igazából ami a legnagyobb "gond", hogy a fúró-marószár feltét nincsen meg hozzá. Találtam a neten gyárit de horror ár, nézegettem mivel lehetne kiváltani, elvileg a lentebb említett HBM élező is egy U2 fantázianevű csájna termék saját márkanévvel amihez lehet külön kapni a komplett patronbefogó részt. Aki látott már ilyet élőben, attól kérdezném, hogy nagyon bóvli kivitel ez a gép vagy érdemes lehet vele foglalkozni?
Ez a Strigon utódja volt . Én Dofém ként ismertem . A karrendszer csapágyazása spéci Ina csapágyakkal volt szerelve , mint az utolsó szériás Strigon pantográfokon . De viszont sokkal nehézkesebb - ügyetlenebb gépek voltak a Dofém gépek . Én nem tudtam megszokni , hamar túladtam rajta . A köszörűn viszont semmit sem változtattak Az jó volt ....
A Dofémhez vitettük a Strigon karrendszerét rendszeresen karbantartatni - felújíttatni . Volt nekik egy tusírplatnijuk , amit átalakítottak " fűzőasztalnak " , ezen fűzték be a karrendszer csapjait .Mindegyik csaphoz volt egy csapszeg be és kipréselő adapter . A régi Strigon karrendszerben még tűgörgők voltak + axiális csapágyak . Ezt rémálom volt összerakni - hézagolni . Ezért készítették a fűzőasztalt . Mérőhasábokkal ki volt mérve , hogy melyik csaphoz milyen vastag hézagoló kell . Összerakáskor semmi sem feszült . Ha jól köszörült késnél is kezdet rezonálni és csúnya volt a megmunkált felület már tudtuk , hogy karbantartást igényel a karrendszer . Minden csapágya száraz volt .
Én egyszer elkísértem az anyagbeszerzőt , le volt beszélve , hogy megvárhatjuk a karbantartást . Azóta Én csinálom magamnak . Azért mentek ezek hamar szét , mert nem volt kiépítve kenőrendszer . Minden csapágyhoz raktam zsírzószemet . 1989 óta még nem kellett szétszedni , a rendszeres zsírozásnak köszönhetően . De már szerintem sosem fog kelleni , mert a CNC gravir átvette a hatalmat . A gyárban 6 gravírozó volt egyszerre a műhelyben .
Nálam is bújkál egy megszólalásig hasonló tmp 200; csak az a Budapesti Szerszámgépgyár terméke.Csak hiányzik a teljes billegő cucc.Hátha valakinál meg az bújkál, feleslegesen ,átvenném.
De mindegyik ajánlat más tartozékokat hoz . Van ahol 5-6 patront adnak , máshol meg a teljes sorozatot . A többi kiegészítőről nem is beszélve . Ezt figyelembe kell venni .
De ha rendelsz és megérkezik akkor óvatosan csomagold ki , mert ha meglátod a minőségét akkor azonnal visszaküldöd .
A Magyar Strigon pantográfé a leghasználhatóbbak . Ezeknek a gyengéjük a patron főorsójának a csapágyazatlansága . Öntöttvas házban fut az orsó . Hamar kikopik , míg lehetett venni újat addig cserélgettem a házakat , de már a régieket perselyezem . Sajnos nem lehet állítani a szorosságát , rezonanciából adódó csúnya felületek előfordulnak .
A köszörű főorsójának csapágyazása viszont szuper . Rugóval van előfeszítve a csapágyazása .
A jófogáson októberben volt egy 80e ft-ért 4 , 5 , 6 , 8-as patronnal .
Dózsa Mgtsz? Ez érdekes. Édesanyám ott dolgozott, amikor kisgyerek voltam. Nem sokat tudtam a cégről, de teljesen más profilúnak gondoltam. (Ő építőipari árszakértőként dolgozott ott.)
Van ez a "D-bit grinder"-nek nevezett valami, pl. a Deckel S0. Ennek a kínai másolata nálunk is kapható újonnan, néha használtan is látni. Nekem ilyen van, és nagyon szeretem.
Magyarok is gyártották, a pantográf marónak volt tartozéka.
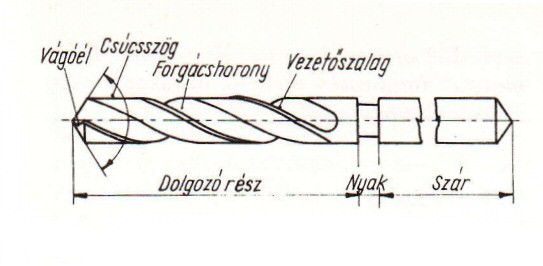
A kínaihoz adnak fúróélező tartozékot is. Ez nagyjából használhatatlan, viszont ha megérted a fúró geometriáját, akkor enélkül is tudsz vele fúrót élezni, pontosan beállítható élszögekkel.
Ez az eszköz valahol félúton van a bakköszörű és a minden hájjal megkent szerszámköszörű között. Az utóbbinál olcsóbb és sokkal kisebb, az előbbinél pedig sokkal több mindenre használható.
Én az esztergakéseket is ezen köszörülöm. Pontos élszögeket lehet kialakítani vele, egy mozdulattal lehet a követ cserélni stb.
Például ilyeneket lehet csinálni vele:
Rádiuszos kés:
4mm-es karbid furatkés:
Aláköszörült furat élletörő kés:
4x4mm-es gyorsacélból 1mm-es beszúrókés, menetkések és 0.5mm-es beszúrókés:
Furat menetkés 10mm-es gyorsacélból:
Mikroszkópokon vannak 3x3mm-es négyszög-fejű csavarok. Az ehhez való kulcs készítéséhez egy két fokozatú tüske (baloldalt az előfúrt kulcs ezüstacélból, középen a két gyorsacél tüske, jobboldalt a kész szögletes furat):
Azt nem tudom, hogy az alapgépből hányféle létezik, de ez egy új verzió az biztos, mert T3 és T4 tuti létezett. Lehet, hogy van alaptípus,ami ennél olcsóbb.
Alacsony fordulatú gép, vizes is, aki ismerősömnek van, az nagyon dicséri.
Én is ezen a dolgon dilemmáztam eddig, bár én az ujjmaró élezéssel kapcsolatban törtem a fejem valami megoldáson A holtzmann masinákhoz volt szerencsém, vagy én voltam suta hozzá vagy nemtudom, az biztos, hogy azokat a fúrókat a masina fordítva élezte meg szinte , nem is vitt semmit sem. a keresztél is olyan volt, semmilyen, a két vágóél sem volt egyforma hosszú
Összességében (nem magam akarom dícsérni)gyorsabban és jobban élezek kézből egy megszokott gépen. Naggyából a sarokcsiszolón történő élezéshez hasonlítanám kint a tajga közepén, azzal is átrágok egy laposvasat, ezzel is, ezzel sem lesz szebb :D Találtam egy pár komolyabbnak tűnő gépet, azoknak megvan az áruk, nekem ahhoz az irtózatos használathoz túl drágák Utóvégtére arra jutottam, hogy adott egy orosz kisköszörű, naggyából 6-700 as fordulattal, arra dobok egy elkopott korongot egyszer, az lesz a szerszámélezős, egyenlőre a güde köszörű+A7 korong kombó van használatban. Nem halad úgy a forgácsleválasztás, viszont amíg nem nagyon kaka a fúró, addig bőven jó A güdét azért nem szeretem csak, mert egyrész leálláskor olyan a hangja mint egy felszálló repülőnek, másrészt ha ottfelejtem a fúrót, vége is Valami forgató felépítményt gyártok a marókhoz ha ki sikerül találni hogy jó legyen
Attól függ, mit nevezünk normális árnak... Nem rég járt a melóhelyemen egy ügynök, hozott egy asztali masinát 1...13mm mérettartományhoz (gyorsacél vagy keményfém csak köszörűkorong minőség függvénye) , rögtönzött bemutatót is tartott. Nem csak a 900euros árral nem voltunk megelégedve. (Teszteltük, mértük az eredményt. A szabadkézitől jobb, egyenletesebb, könnyen betanulható mozdulatsor - szinte el sem lehet rontani.)
Nekünk igazából 6...20(25)-ig lenne jó, de az a méret már bőven millió felett van. (és akkor még lemondtunk a bevonatról...) Itt már meggondolandó egy használt univerzális szerszámköszörű - akár állandóra, kifejezetten csigafúró élezéshez készülékezve - igaz ennek használata szakértelmet is kíván.